Излом осей и пальцев кривошипов происходит в большинстве случаев около наружной или внутренней галтели шеек, в месте перехода от одного сечения к другому. Причины излома пальцев кривошипов аналогичны причинам обрыва дышеЛ. В значительной степени этому способствует нагрев буксовых и дышловых подшипников, что вызывает изменение структуры металла и дополнительные напряжения, снижающие прочность.
Овальность и конусность осевых шеек и пальцев кривошипов не свыше 1 мм для широкой колеи и 0,5 мм для узкой колеи оставляется без исправления. При большем износе, а также и при наличии задиров пальцы обтачивают, а затем шлифуют. При отсутствии станка обработку шеек, как исключение, разрешается производить вруч
ную напильником с последующим шлифованием. Во всех случаях обработки осевых шеек в депо необходимо строго следить за тем, чтобы закругления галтелей не имели подрезов и их радиус был не менее 10 мм.
При ремонте колесных пар разрешается выполнять следующие сварочные работы: наплавку изношенного гребня бандажа с последующей обточкой на станке; заварку трещин в спицах и в приливе для пальца; вварку перепонок между спицами; заварку трещин в перепонках между спицами и в ободе; наплавку наружного буртика тендерной оси и пальца кривошипа; заварку осевых центров для их исправления.
При подкатке колесных пар все оси должны быть параллельны между собой и перпендикулярны продольной оси рамы; середина расстояний между внутренними гранями бандажей должна находиться на продольной оси рамы.
Для увеличения пробегов между подъемочными ремонтами неравномерный прокат бандажей устраняется наплавкой с последующей обязательной обработкой наплавленного слоя. Наплавку производят электродами марки Э-34, Э-42 или Э-50 диаметром 4—6 мм. Первую наплавку необходимо производить при наибольшей величине местного проката по кругу катания, равной 3—3,5 мм. Наплавку разрешается производить как в одном, так и в нескольких местах бандажа. По ширине бандажа наплавка не должна доходить до наружной грани ближе чем на 15 мм без учета наплыва.
Места, подлежащие наплавке, предварительно зачищают до металлического блеска, затем подогревают до 250—300°.
После остывания наплавленное место бандажа надо обязательно подвергнуть механической обработке, причем обработку можно производить как с выкаткой колесной пары из-под паровоза, так и без выкатки. После обработки профиль бандажа должен быть одинаковым по всему кругу катания.
Для обточки пальцев кривошипов на ремонтных заводах применяют специальные пальцеобточные станки; в условиях же депо многих предприятий обработку пальцев производят вручную, что не обеспечивает необходимой точности, или с помощью переносных приспособлений.
На фиг. 195 изображено одно из приспособлений, применяемых в депо промышленных предприятий для обточки пальцев кривошипов паровозов серии 9П. В этом приспособлении держатель 6 перемещается в продольном направлении в корпусе 7. Кожух 4 вращается на двух шарикоподшипниках вокруг корпуса 7. На кожух 4 насаживается подвижной шкив 5 для клиноременной передачи. Шкив насажен на скользящую шпонку, поэтому может перемещаться только в продольном направлении. На кожухе 4 приварена державка с?, в которой закрепляется резец 2. Держатель 6 навертывается на конец пальца 1 кривошипа, имеющего резьбу для гайки.
Приспособление приводится во вращение от электродвигателя мощностью 2 кет, при 1425 об/мин.
При повороте рукоятки 8 против часовой стрелки корпус 7 с кожухом 4 перемещается влево, и резец снимает стружку с пальца 1 кривошипа.
Для обработки с помощью приспособления пальцев кривошипов первой колесной пары паровозов серии 9П применяют переходной штуцер 10, один конец которого ввертывается в держатель 6, а другой — в палец кривошипа.
С помощью штуцера можно обтачивать также пальцы кривошипов паровозов серии СО, дл*я чего правый по чертежу конец штуце-
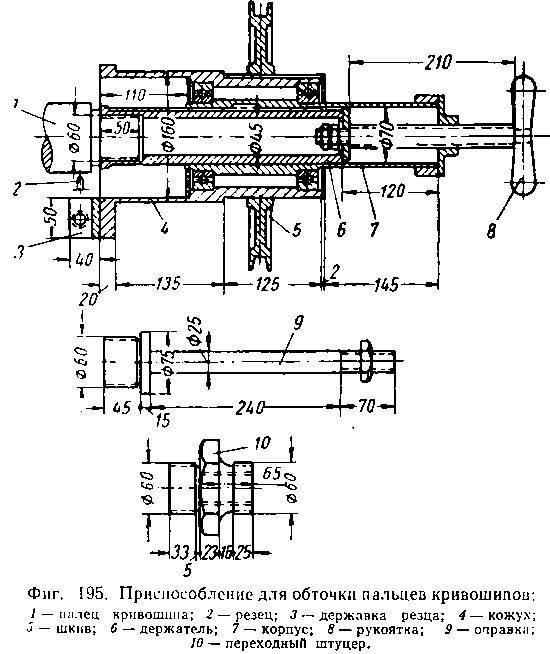
pa 10 навертывают на хвостовик пальца кривошипа. Для обработки пальцев кривошипов паровозов других серий служит оправка 9, которая одним концом ввинчивается в держатель 6 приспособления, а другим (длинным) концом вставляется в отверстие пальца и закрепляется в нем. После обработки пальцы шлифуют.
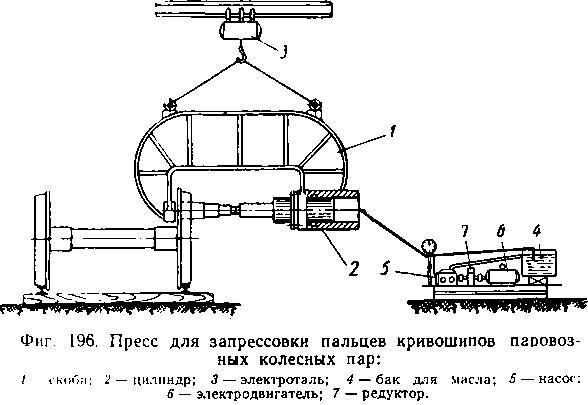
В паровозных депо некоторых предприятий Урала для запрессовки пальцев кривошипов применяют передвижной гидравлический пресс (фиг. 196). Пресс состоит из массивной скобы /, отлитой из стали, одна сторона которой представляет собой опорную поверхность, а другая оканчивается цилиндром 2 с плунжером внутри.
Скоба подвешивается за ушки к электротали 3. Запрессовка пальцев привошигюв осуществляется плунжером, перемещающимся под давлением масла, нагнетаемого в цилиндр поршневым насосом.
Для удобства управления поршневой насос с баком 4 для масла, электродвигателем и редуктором смонтированы отдельно от пресса на переносном столе или на передвижной тележке. Поршневой насос
5 приводится в действие от электродвигателя 6 мощностью 3,5 кет через редуктор 7. Пресс развивает усилие запрессовки до 130 г при давлении в цилиндре до 600 ат. Максимальный ход плунжера 185 мм.
Ремонт рессорного подвешивания. Основными неисправностями деталей рессорного подвешивания паровозов являются: износ направляющих скоб и шпинтонов; износ и обрыв подвесок; износ рессорных упорок и сменных опор; изгиб и трещины балансиров; износ и смятие призм, ножей и валиков балансиров; просадка рессор, излом листов, износ и трещины в хомутах; износ трущихся поверхностей и появление трещин в рессорных серьгах (якорях).
Значительная часть перечисленных неисправностей возникает вследствие 'недоброкачественной сборки и ремонта рессорного подвешивания, а также от неудовлетворительного состояния пути.
При наличии трещин в хомуте или рессорном листе, сдвиге листов или ослаблении хомута и изломе рессорного листа, рессора подлежит замене.
Ремонт рессор выполняют главным образом на паровозоремонтных заводах, но допускается также и в отдельных депо или мастерских, имеющих соответствующее оборудование.
Ремонт рессоры состоит из следующих операций: очистки, разборки рессоры, осмотра ее листов и хомута, заготовки новых' листов взамен забракованных, гибки и термической обработки листов,
приемки их, ремонта хомута, сборки листов и насадки хомута, приемки, испытания и маркировки рессоры.
Новые рессорные листы изготовляют из полосовой стали марки 55 С2 или 60С2 по ГОСТ 2052-53.
Гибку и закалку рессорных листов из указанной стали осуществляют с одного нагрева при температуре 880—940°. Старые листы перед гибкой и закалкой подвергают отжигу при 680—750°. Закалку нагретых листов производят охлаждением их в воде или масле при 30—40°. После закалки производят отпуск старых и новых листов в печи с подогревом до 440—510° и последующим охлаждением на воздухе.
Балансирные ножи, призмы, валики и втулки рессорных подвесок при предельной выработке следует заменить новыми или отремонтированными. Новые ножи изготовляют, как правило, из стали марки 40—45, а призмы — из стали марки 55—60 (ГОСТ 1050-52). Допускается изготовление ножей из стали Ст. 6, а призмы — из стали Ст. 7 по ГОСТ 380-50.
Валики и втулки рессорного подвешивания изготовляют из стали Ст. 2 или Ст. 5. В первом случае их подвергают цементации, а во втором — закалке. В случае износов и забоин резьбу рессорных подвесок исправляют на станке или напильником.
При ремонте рессорного подвешивания разрешается: регулировка положения рессор на паровозах серии 9П за счет изменения толщины сменных опор букс или толщины прокладки хомута рессорной подвески и накладки рессор; наплавка мест балансира под призмы при условии их износа не более 20% от альбомного размера; наплавка изношенных поверхностей скоб, шпинтонов, рессорных подвесок и рессорных упорок паровозов узкой колеи и серии 9П; наплавка на изношенную поверхность скобы балансира и заварка отверстий. Допускается: наращивание наплавкой шплинтов и валиков; наплавка изношенных боковых поверхностей шплинтов в рабочей части при условии, если износ не превышает 20% от чертежного размера; заварка трещин балансиров и рессорных упорок; наплавка яблока рессорного хомута и его отверстий для балика; кузнечная сварка рессорных подвесок.