целости и достаточной плотности золотниковых колец. Обильный выход пара из одного из крайних цилиндропродувательных клапанов показывает неисправность колец золотникового диска, расположенного со стороны этого клапана. Степень неисправности золотников по пропуску пара определяется в зависимости от количества пара, входящего через цилиндропродувательные клапаны. При плоских золотниках таким же путем определяют пропуск пара кромками золотника.
При осмотре золотники во всех случаях вынимают из золотни^ ковых втулок. При осмотре золотников системы Трофимова (фиг. 121) необходимо обратить внимание на компрессию при посадке подвижных дисков на упорные шайбы. Для этого следует обеими руками с силой надвинуть каждый диск на свою шайбу. При этом каждый диск при сопротивлении сжимаемого им воздуха должен без удара дойти до упора в шайбу.
Компрессия при посадке подвижных дисков на упорную шайбу достигается за счет плотности упорных шайб в цилиндрической части подвижных дисков и плотности посадки дисков на направляющих втулках золотниковой скалки. Поэтому при наличии большого зазора между диском и упорной шайбой (свыше 2 мм по диаметру), а также задиров или местной выработки на трущихся поверхностях упорных шайб и цилиндрической части внутри подвижных дисков необходимо наплавить окружность упорных шайб, тщательно проверить на станке внутреннюю поверхность цилиндрической части подвижных дисков и по ним плотно приточить упорные шайбы.
Наплавку дисков и шайб и заварку трещин в них производят электродуговой сваркой без предварительного подогрева. Наплавку бронзовых золотников и заварку трещин в них выполняют газовой сваркой с присадкой бронзы, с предварительным подогревом до 300—400°.
При капитальном, среднем и подъемочном ремонтах золотниковые кольца, как правило, заменяют новыми, причем на паровозах широкой колеи кольца изготовляют и ставят двойные.
При текущем ремонте кольца, не имеющие пороков, не заменяют, если трущаяся поверхность их совершенно гладкая (исключение допускается для колец, еще не приработанных по втулке). По всей рабочей поверхности для смазки имеется канавка шириной 3 мм, глубиной 1,5 мму с фаской от 0,5 до 1 мм. Все золотниковые кольца своей трущейся поверхностью должны плотно прилегать к стенкам втулки; при этом зазор в замке между торцами колец по наименьшему диаметру золотниковой втулки для старых колец не более 7 мм, для новых 1—2 мм, что устанавливают вводом каждого кольца в золотниковую втулку и промером замка; боковой зазор между кольцами и стенками ручьев не более 0,3 мм и не менее 0,1 мм.
При осмотре; золотниковых колец осматривают и золотниковые втулки. При овальности и конусности, при наличии задиров или выработки сверх допускаемых размеров втулки проверяют растачиванием. При сборке золотника необходимо проверить соответствие
расстановки дисков расстоянию между паровпускными окнами втулки, а также ширину дисков, т. е. расстояния между наружными кромками колец. При этом надо руководствоваться чертежными размерами перекрыт впуска и выпуска и ширины паровпускных окон. Расстояние между дисками регулируется наплавкой на упорные шайбы или подрезкой.
Определение фактической величины перекрыш у круглых золотников производят следующим порядком: при вынутом золотнике замеряют все размеры золотниковых втулок, т. е. А\, Аг, Лз и А* (фиг. 178). Замеры производят от притирочной поверхности передней втулки. После этого у золотника замеряют расстояние между
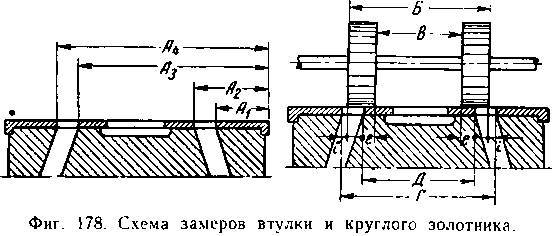
кромками наружных колец Б и внутренних В. Затем подсчетом определяют расстояния между наружными кромками паровпускных окон золотниковых втулок Г и между внутренними Д.
Для примера возьмем размеры золотников и втулок паровоза серии Э: Б = 604 лш; В = 434 мм\ А\ = 185 мм\ Аг = 237 мщ Лз = 741 мм\ — 793 мм; Г = 793 — 185 = 608 мм\ Д — 741 — — 237 = 504 мм.
Пример. Для паровоза серии Ов чертежные размеры золотника и золотникового стола правой стороны: Б = 334 мм\ В = = 164 мм\ Г=268 мм\ Д= 180 мм*

Ремонт сальников. Основные признаки неисправной работы поршневых сальников заключаются в пропускании пара вдоль скалки и в месте прилегания фланца сальника к цилиндровой крышке.
При пропускании пара поршневым сальником на частях паровой машины образуется налет, позволяющий сравнительно точна определить место парения. Так, если задний сальник пропускает пар по скалке, то передняя часть ползуна покрывается желтобурым налетом. Если сальник пропускает пар во фланце, то такой же налет образуется на крышке цилиндра.
Парение сальников, помимо значительной утечки пара из цилиндров, в зимнее время еще ухудшает видимость сигналов. Причиной пропуска пара сальниками с металлическими кольцами является их неправильная сборка и смазка; изготовление уплотняющих колец и пружин из материала, не отвечающего установленным требованиям; неправильная установка параллели относительно оси цилиндра; неправильное положение ползуна на параллели и др.
При наличии слабого пропуска пара вдоль скалки необходима осмотреть состояние асбестовой набивки, для чего отвертывают гайки крышки сальника, отодвигают крышку вместе с медной шайбой и вынимают асбестовую набивку и вторую медную шайбу. Изношенную, спрессовавшуюся набивку следует освежить добавлением новой. Как свежую, так и старую набивку необходимо перед установкой на место хорошо пропитать мазутом и слегка отжать.
Перед набивкой сальника асбестом необходимо убедиться в надежности смазки сальника пресс-масленкой. Для этого достаточно
Определение фактической величины перекрыши у плоских золотников производят следующим образом.
Замеряют расстояния Б и В между наружными и внутренними кромками золотника; затем расстояние Г и Д — между наружными и внутренними кромками паровпускных окон (фиг. 179), дальше определяют перекрыши впуска и выпуска.
сделать несколько оборотов трещоткой пресс-масленки и убедиться у бесперебойной подаче смазки. При набивке однокольцевого сальника придвигают медную шайбу к фланцу сальника; заправляют поочередно кольцо асбестовой набивки; придвигают вторую медную» шайбу и крышку сальника, затем навертывают гайки крышки и аккуратно (без перекоса) окончательно закрепляют гайки.
При пропуске пара в месте .прилегания фланца сальника к цилиндровой крышке необходимо отвернуть все, гайки фланца, осторожно отодвинуть фланец назад (не разбирая асбестовой набивки) и осмотреть медное прокладное кольцо. Если оно просело или имеет вмятины, его необходимо отдать на проверку или заменить исправным. После тщательной притирки места для прокладки в -приливе крышки и фланца, прокладное кольцо ставят на место, придвигают фланец и поочередно без перекоса зажимают гайки.
При сильном пропуске пара вдоль скалки необходимо весь сальник разобрать и осмотреть (фиг. 180).
При разборке одноколейного сальника отвертывают все гайки на фланце 1 и отодвигают фланец по скалке; отвертывают гайки на крышке 10 сальника, отодвигают по скалке крышку вместе с медной шайбой 9 и вынимают набивку; отодвигают по скалке упорное кольцо 8 вместе с браслетной пружиной 7; отодвигают обечайку 6 вместе с нажимными 3 и уплотняющими кольцами 2 и разбирают для осмотра; отодвигают направляющую втулку 4 и спиральную пружину 5 сальника. Разобранный сальник осматривают и неисправные части заменяют новыми или исправляют. Уплотняющие кольца при наличии трещин, излома концов или износа заменяют новыми. Пружины, потерявшие требуемую упругость, заменяют новыми или восстановленными.