Сборку сальника производят в следующем порядке.
Первая операция: надевают последовательно нажимную пружину, стакан, обойму, крышку сальника вместе с медным прокладным кольцом, медную шайбу и, наконец, крышку сальника.
Вторая операция: собирают детали сальника в гнездо крышки цилиндра. Вставляют нажимную пружину в гнездо крышки, затем стакан. Обойму с нажимным кольцом и обойму с уплотняющим кольцом собирают снаружи и затем вместе вставляют в сальниковое гнездо крышки цилиндра. Упорное кольцо стягивают браслетной пружиной и вставляют в гнездо крышки; при этом оно должно
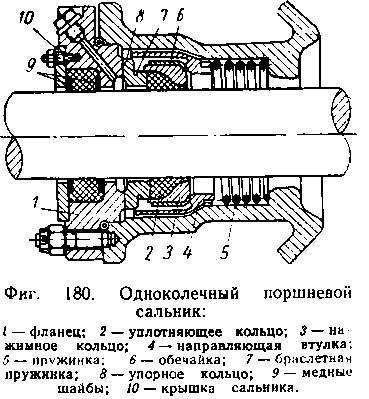
входить в обойму или в нажимное кольцо не менее чем на 2— 3 мм и плотно упираться в уплотняющее кольцо. После этого собранный сальник прижимают к гнезду крышки цилиндра крышкой сальника и затягивают гайками шпилек.
Третья операция: производят сборку деталей крышки сальника. Вставляют в выточку крышки сальника медное кольцо, набивают асбестовую набивку, затем вставляют второе медное кольцо и, наконец, прижимают шпильками малый фланец.
Четвертая и последняя операция: присоединяют маслопроводную трубку от пресс-масленки к штуцеру крышки сальника.
В сальниках с мягкой набивкой пропуск пара вызывается отсутствием 'натяга фланца, ослаблением затяжки фланца, отсутствием смазки, износом скалки и т. д.
При перебивке поршневого сальника набивку рекомендуется располагать <в следующем порядке: сначала закладывать плетенки из свежей пеньки, затем в середину сальника помещать плетенки из старой набивки или пенькового рукава и, наконец, закладывать снова плетенки из свежей набивки.
По мере износа набивки, во избежание прорыва ее паром необходимо периодически сальник подтягивать креплением нажимных гаек.
Ремонт ползунов и параллелей.
В ползунах и параллелях встречаются следующие неисправности: износ, ослабление, нагревание и поломка вкладышей, трещцны в ползунах, излом валика ползуна и валика для поводка маятника, износ мест установки валика и клина, обрыв параллельных болтов, износ параллели и др.
Перечисленные неисправности появляются главным образом при неправильной установке ползунов по отношению к оси цилиндра; при несовпадении осей валика и поршневой скалки вследствие одностороннего стеснения вкладышей при их износе, ослабления валика и клина, несвоевременного уплотнения вкладышей йли чрезмерно тугого уплотнения их; при недостаточной подаче смазки на трущиеся поверхности; при попадании на параллель песка и пыли.
Ремонт ползунов и параллелей в основном заключается в следующем: зазор между вкладышем и ползуном в продольном направлении свыше 0,3 мм устраняют наплавкой заплечиков вкладыша или ползуна; зазор между вкладышем в горизонтальном (боковом) направлении свыше 4 мм и в вертикальном свыше 2 мм устраняют наплавкой медных шашек с последующей заливкой баббитом при условии, если износ тела вкладыша и его бортов не превышает 50% чертежного размера. Зазор между. вкладышем и
параллелью в вертикальном направлении устраняют во время промывки паровоза установкой под вкладыши сплошных прокладок общей толщиной не более 3 мм с отверстиями в них для смазки. Поперечный зазор в этом случае устраняют наплавкой на борта вкладышей.
Ослабевшие параллельные болты подлежат замене новыми, точеными, которые должны входить в проверенное разверткой отверстие с натягом от ударов четырехкилограммовой кувалды.
Прогиб параллели до 5 мм исправляют в холодном состоянии прессом. Больший прогиб параллелей устраняют в горячем состоянии под молотом или прессом.
Износ параллелей (одиночных и двойных) в средней части допускается при среднем и подъемочном ремонте до 0,5 мм.
Износ средней части параллели свыше 0,5 мм устраняют строганием на станке с последующим шлифованием. Заварку трещин в ползунах, наплавку изношенных мест в ползунах и параллелях, приварку наделок на рабочую поверхность параллели производят электродуговой сваркой.
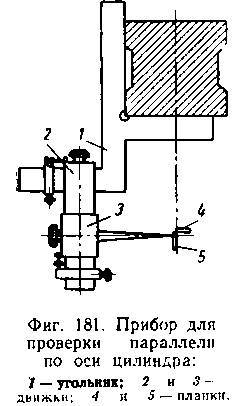
Отремонтированные параллель и ползун ставят на место, после чего проверяют положение их относительно оси цилиндра. Для этого через ось цилиндров натягивают стальную гибкую проволоку (струну). Передний конец нити закрепляют в цилиндре при помощи крестовины или самоцентрирующегося прибора, а задний конец прикрепляют при помощи скобы или угольника к параллельной раме. Натянув струну, проверяют правильность положения параллели при помощи специального угольника 1 с движками 2 и 3 (фиг. 181). На указателе движка 3 прикреплены горизонтальная и вертикальная полки 4 и 5.
Передвигая прибор (угольник) вдоль параллели, проверяют зазор между струной (нитью) и полками 4 и 5 в переднем и заднем конце параллели. Если параллель установлена неправильно, то в вертикальной плоскости ее регулируют прокладками, а в горизонтальной — пересверливанием отверстий в параллели, для чего прежние отверстия заваривают и сверлят новые.
При правильно установленных параллелях передвижение ползуна и поршня происходит свободно, без излишнего трения и без заедания или перекоса. Для этого, во-первых, каждая параллель должна по всей своей длине находиться на равном расстоянии от оси цилиндра; во-вторых, расстояние обоих концов каждой параллели от вертикальной плоскости, проходящей через ось цилиндра, должно быть одинаковым; в-третьих, параллели не должны иметь никакого перекоса в поперечном направлении и рабочая их поверхность должна быть абсолютно горизонтальной.
При несоблюдении этих условий, помимо трения параллелей и ползуна и неправильного их износа, перекашивается также и поршень.
Ремонт дышел и их подшипников. В дышловом механизме встречаются следующие неисправности: выплавление и излом дышловых подшипников; трещины, изгиб и обрыв дышел; износ втулок и вали-
ков шарнирных соединений; износ дышловых рамок и отверстий под втулочные подшипники.
На исправность сцепных дышел большое влияние оказывает пра~ вильное крепление дышловых и буксовых клиньев, расположение центров буксовых подшипников, обточка бандажей и совпадение центров бандажей и шеек осей. Допущенные неправильности быстро расстраивают весь дышловый механизм и влекут за собой обрыв дышел и образование трещин. Кроме того, на образование трещин в дышлах и пальцах кривошипов и на их обрыв оказывают большое влияние неправильное применение песка при буксовании паровоза, бросание воды в цилиндры при резком открытии регулятора.
Запрессовка втулочных подшипников и дышловых втулок под давлением, превышающим установленное, или забивание их кувалдой также могут привести к образованию трещин и к излому дышла. Поэтому запрессовку втулок в дышло следует производить на гидравлическом прессе под давлением, указанным в табл. 18.
На изгиб и излом дышел оказывает также влияние превышение разбегов буксовых подшипников против разбегов дышловых подшипников, получающееся в результате неправильной разметки напусков буксовых и дышловых подшипников (при ремонте паровоза. В табл. 19 приведены чертежные размеры разбегов дышловых подшипников паровозов основных серий, а в табл. 20 — чертежные размеры разбегов буксовых подшипников на обе стороны.
Излом поршневого дышла почти всегда сопровождается повреждением поршня и цилиндра. При изломе как поршневого, так и сцепного дышла может произойти повреждение кривошипов, колесных пар и других частей паровоза.
Снятые с паровоза дышла очищают, обмывают, тщательно осматривают и проверяют дефектоскопом с целью обнаружения трещин и других дефектов.
Если нет дефектоскопа при осмотре применяют лупу или проверяют мелом.
При ремонте внутренние и наружные боковые грани дышловых головок проверяют и все поверхности рамок выпиливают по угольнику, чтобы подшипник не перекашивался в рамке и не работал одной стороной. При ремонте дышел необходимо зачистить забоины и закруглить радиусом 3—4 мм острые углы штанги, грани рамок, кромки смазочных отверстий, отверстий под клин и болты. Разъемные подшипники следует пригонять в дышловые рамки под краску; прилегание подшипников к стенкам рамок должно быть плотное.