1) на специальном стенде (плите); применяется на паровозостроительных и паровозоремонтных заводах;
2) переносными приборами; применяется в условиях депо;
3) непосредственно на колесно-токарном станке.
В паровозных депо, не имеющих специальных плит и переносных приборов для проверки колесных пар, проверку радиусов ведущего и кулисного кривошипов выполняют на колесно-токарном станке, а вместо проверки угла между ними проверяют штихмасом длину щеки контркривошипа.
При этом положения центров колесно-токарного станка должны быть правильными.
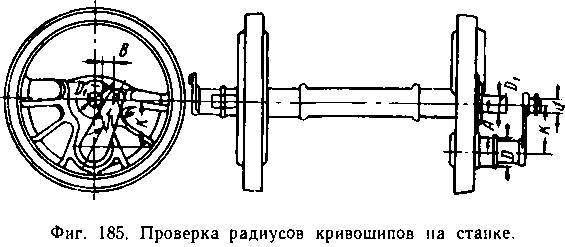
Для определения длины (радиуса) ведущего кривошипа измеряют штангенциркулем размер А (фиг. 185), т. е. расстояние от поверхности ведущего пальца до цилиндрической поверхности центра станка, затем измеряют диаметры ведущего пальца D и центра станка Длина ведущего кривошипа К будет равна величине Ау сложенной с полусуммой величин диаметров ведущего пальца и центра станка, т. е.
Радиус кулисного кривошипа определяют аналогичным способом, дополнительно измерив расстояние В между пальцем кулис
ного кривошипа и центром станка и d — диаметр пальца кулисного кривошипа.
Радиус кулисного кривошипа
Проверка длины эксцентриковой тяги. Нормальной длиной эксцентриковой (контркривошипной) тяги для данного паровоза считается такая, при которой в обоих мертвых положениях поршня кулиса занимает среднее положение (вертикальное) и при переводе кулисного камня сверху вниз золотник остается неподвижным, что обеспечивает постоянство линейного предварения впуска пара при разных отсечках.
Проверку длины контркривошипной тяги можно производить с буксовкой и без буксовки паровоза.
При проверке первым способом паровоз буксуют вперед до тех пор, пока поршень не станет сначала в переднее, а затем в заднее мертвое положения, которые проверяют по крючку тем же способом, что и при проверке хода поршня. При таких положениях путем перевода кулисного камня сверху вниз проверяют сдвиг золотника. Если при этом золотник в обоих мертвых положениях поршня не двигается, длина контркривошипной тяги считается нормальной. Если при переводе кулисного камня сверху вниз при нахождении поршня в обоих мертвых положениях золотник сдвигается вперед
или назад, длина тяги неверна. При этом, если золотник в обоих случаях передвигается вперед и на одинаковые величины, тяга длиннее нормальной, и, наоборот, если золотник передвигаемся назад — тяга короче нормальной.
Для определения величины, на которую требуется удлинить или укоротить контркривошипную тягу, последнюю необходимо с кулисой разъединить и, передвигая кулисный камень вверх и вниз, установить кулису в среднее положение. При этом поршень должен быть в одном из мертвых положений. После этого следует штихмасом измерить расстояние от центра пальца контркривошипа до-центра валика или отверстия точки захвата кулисы и перенести этот размер на проверяемую тягу.
Для более точной установки камня в центре кулисы рекомендуется разъединить нижний конец маятника с ползуном и при качании кулисы добиться такого положения, при котором нижний конец маятника не будет иметь никаких перемещений.
Проверку длины контркривошипной тяги без буксовки паровоза производят по способу Комеко и по способу, аналогичному описанному выше, с той лишь разницей, что поршень устанавливают в крайнее положение не буксовкой паровоза, а по ранее намеченным на параллели рискам. При этом поршень и ползун разъединяют с поршневым дышлом.
Проверка длины подвесок золотниковых тяг. Нормальной длиной подвесок золотниковых тяг считается такая, при которой, если реверс поставлен в нулевое положение, центры кулисных камней правой и левой сторон паровоза будут совпадать с центрами качания кулис.
При этом необходимо помнить, что на паровозах серии Ов, Ш, Нв чертежный размер левой подвески больше размера правой и одновременное совпадение центров камней с центрами качения кулис правой и левой сторон паровоза достигается за счет длины плеч переводного вала и различного угла насадки на вал плеч.
Для проверки длины подвесок контркривошипные тяги с кулисой разъединяют и, установив переводной винт (реверс) на центр, качают руками сначала правую кулису, наблюдая за правой золотниковой скалкой, а потом левую, наблюдая за левой золотниковой скалкой. При этом движущий механизм паровой машины может находиться в любом положении. Если золотниковые скалки остаются неподвижными, значит кулисные камни обеих скалок находятся в центре качения кулисы, а следовательно, длина подвесок золотниковых тяг нормальна.
Проверка длины золотниковой тяги. Для обеспечения правильной работы парораспределительного механизма необходимо, чтобы длина золотниковой тяги была равна радиусу кулисы. Проверка длины золотниковой тяги выполняется следующим образом. Буксуют паровоз вперед до установки поршня в мертвое положение. После этого разъединяют контркривошипную тягу с кулисой и закрепляют перекосом сальника золотниковую скалку. Затем кулисный камень переводят по всей длине прореза кулисы. Если
при этом кулиса будет оставаться неподвижной в своем среднем положении, значит длина золотниковой тяги равна величине радиуса кулисы. Если же кулиса при переводе кулисного камня сверху вниз отклоняется от среднего положения, это указывает на ненормальную длину тяги. При длинной золотниковой тяге кулиса будет отклоняться назад, при короткой — отклоняться вперед.
Проверка маятника. Маятник, связанный с ползуном, создает всегда постоянное перемещение золотника, равное двум перекрышам впуска и двум линейным предварениям впуска пара, т. е. передвигает золотник от среднего положения вперед и назад на величину перекрыши впуска плюс предварение впуска. Такое положение обеспечивается лишь при том условии, если маятник от среднего положения делает одинаковые размахи в обе стороны. Поэтому, при нахождении ползуна и поршня в среднем положении маятник должен занимать перпендикулярное положение к оси цилиндра, а значит и к параллели, что проверяется посредсгвом специального угольника. Неперпендикулярность оси маятника указывает на неправильную длину золотниковой тяги или поводка маятника. Так как золотниковая тяга проверяется и исправляется до проверки маятника, то в этом случае необходимо исправлять длину поводка кузнечным способом.
Правильность соотношения плеч маятника можно проверить другим способом. Для этого разъединяют контркривошипную тягу с кулисной, устанавливают камень в центре качания кулисы, а кривошип — в мертвые положения (переднее и заднее) и наносят с помощью крючка риски на золотниковой скалке. Если расстояние между рисками будет равно удвоенной сумме перекрыши впуска и линейного предварения впуска, то плечи маятника будут правильными, т. е. соответствовать чертежному размеру.
Проверка и разметка рейки переводного винта. Проверка и разметка рейки переводного винта производится после проверки всего парораспределительного механизма и главным образом на паровозоремонтных заводах. Проверка сводится к установлению, находится ли золотник в положении отсечки, когда указатель гайки переводного винта установлен против соответствующего зуба, указывающего стедень наполнения цилиндров паром в десятых долях хода поршня.
Проверка золотников. Правильно собранные и отрегулированные золотники должны удовлетворять следующим условиям:
а) при нулевом положении реверса и среднем положении поршня находиться точно в среднем положении;
б) при мертвых (крайних) положениях поршня величина линейного предварения впуска пара должна быть чертежная.
Порядок определения величины перекрыши круглых и плоских золотников был описан в предыдущей главе; здесь приведем несколько способов установки золотников в среднее положение.