Установку плоских золотников в среднее положение производят следующим образом. Снимают верхнюю крышку золотниковой коробки и сдвигают золотник в одно из крайних положений. После
208
этого в открытое паровпускное окно вставляют угольник / произвольного размера и к нему придвигают до упора золотник (фиг. 186). Это положение золотника отмечают при помощи контрольного крючка 2 на золотниковой скалке риской А\. Затем тот же угольник переставляют в другое паровпускное окно и золотник снова пере-
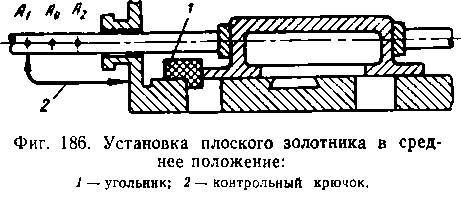
двигают до упора в угольник, на скалке наносят вторую риску Л2. После этого расстояние между рисками А\ и А2 делят пополам и в середине набивают керном точку хА0у по которой при помощи контрольного крючка можно устанавливать золотник в среднее положение.
Проверку установки золотников без буксовки паровоза производят следующим образом. Нижний конец кулисы разъединяют с контркривошипной тягой и устанавливают кулисный камень в центр
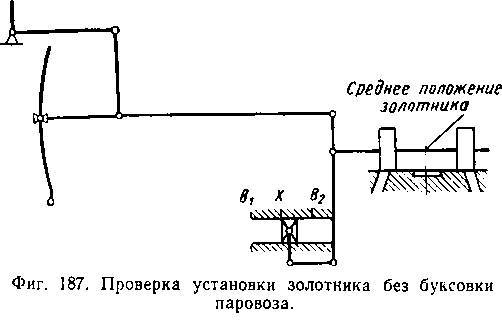
ьращения кулисы, проверяя правильность его положения при помощи качания кулисы за нижний конец. Ползун отъединяют от поршневого дышла и вместе с поршнем продвигают в оба крайние положения до удара поршня о крышку. Эти крайние положения ползуна отмечают на параллели по задней кромке вкладыша ползуна рисками В1 и В-} (фиг. 187). Расстояние между этими рисками делят пополам и середину отмечают риской X. Затем ползун вместе с поршнем устанавливают так, чтобы задняя кромка вкладыша точно совпала с риской X, что и будет соответствовать середине хода поршня и ползуна. Затем устанавливают в среднее положение и
золотник с учетом передачи его па 0,5 мм, необходимых на удлинение скалки от нагревания. После этого золотниковую скалку соединяют с кулачком золотникового направления. При этом необходимо помнить, что на паровозах, где чертежные линейные величины вредных пространств не одинаковы (паровоз серии Щ), риску X на параллели необходимо сдвигать в сторону меньшего вредного пространства на величину, равную полуразности линейных величин обоих вредных пространств (на паровозе Щ, например, на 3 мм).
Кроме описанного способа, проверить круглые золотники без буксовки паровоза можно следующим способом. Сначала, как и в предыдущем способе, кулисный камень устанавливают в центре качания кулисы. Потом вывертывают индикаторные пробки. После этого ползун с поршнем продвигают до удара поршня сначала о переднюю, затем о заднюю крышку цилиндра и в этих положениях через индикаторные отверстия замеряют фактическое открытие золотником паровпускных окон. Неодинаковое открытие окон указывает на неправильную их установку. При определении величины, на которую следует передвинуть золотник, необходимо учитывать удлинение золотниковой скалки от нагревания, равное 0,5 мм. Указанный способ применяется для паровозов с одинаковыми линейными величинами вредных пространств цилиндра. Кроме этих способов, проверка золотников производится с буксовкой паровоза, выполнение которой более затруднительно.
Ремонт экипажной части паровоза
Ремонт рамы и ее деталей. К основным повреждениям листовой рамы относятся изгибы рамных листов, трещины в продольных листах и междурамных скреплениях, ослабление болтов и заклепок рамы и междурамных скреплений, износ рабочих поверхностей буксовых направляющих, излом подбуксовых связей, изгиб и поломка буферных брусьев. Трещины обычно появляются в углах буксовых вырезов. х
Появлению трещин в значительной степени способствует несвоевременное крепление буксовых клиньев, усиливающее ударное воздействие машины, а также отсутствие соответствующего натяга у подбуксовой связи.
Изгиб рамы происходит вследствие аварийных повреждений, а также от воздействия на раму вертикальных сил, возникающих при работе паровоза и при подъемке на домкратах.
Ремонт рамы в депо производится в основном при подъемочном ремонте, а на промывках устраняются только повреждения случайного характера. При подъемочном ремонте обязательно производится проверка положения буксовых направляющих. Поверхности трения буксовых направляющих каждой оси должны быть параллельны между собой, лежать в одной плоскости и быть перпендикулярными к продольной оси рамы. Все обнаруженные при проверке отступления от этих требований полностью учитываются при разметке букс.
Все слабые рамные заклепки и болты необходимо заменить новыми. Новые болты ставят с натягом ударами кувалдой весом
4 5 кг, Трещины в листовых рамах исправляются сваркой с усиле
нием заваренных мест накладками толщиной не менее двух третей толщины рамных листов, поставленными на заклепках, болтах или приваренными. При постановке накладок следует учитывать расстояние противовесов от рамы и установленный разбег осей в буксах. Кроме этого, при ремонте паровозной рамы разрешается: наплавлять стальные буксовые клинья или ставить на электрозаклепках и приваривать по периметру сплошные наделки толщиной не менее 6 мм; ремонтировать междурамные скрепления сваркой и постановкой накладок; восстанавливать натяг подбуксовых связей (струнок) до чертежного размера наплавкой с последующей обработкой; сваривать лопнувшие подбуксовые связи (струнки) с усилением места сварки; заваривать трещины и сваривать лопнувшие буксовые направляющие.
Погнутые буферные брусья исправляют в зависимости от степени повреждения с расклепкой или без расклепки.
При ремонте буферного бруса разрешается заваривать трещины, отверстия для болтов и заклепок, а также наплавлять отверстия для крюка.
Ремонт ударных и сцепных приборов. При подъемочном ремонте стяжной ящик очищают от грязи и тщательно осматривают. Все заклепочные и болтовые соединения остукивают и слабые из них заменяют. Винтовую стяжку предварительно нагревают до темновишневого цвета для удаления грязи и окалины, после чего осматривают. Для уплотнения сцепления разрешается только при промывочном ремонте ставить прокладки между упряжной рессорой и упорными муфтами сцепления.
К неисправностям жесткого сцепления относятся ослабление сцепления, перекос, заедание и замораживание.
Ослабление жесткого сцепления происходит вследствие износа опорных поверхностей радиальных буферов и вызывает подергивание и виляние паровоза. Заедание сцепления — результат недостаточной и несвоевременной смазки трущихся поверхностей буферов.
При ремонте сцепления можно производить наплавку шкворней, наплавку отверстий в стальных муфтах сцепления, наплавку клиньев или приварку к ним наделок, приварку наделок на радиальный буфер, заварку трещин и постановку накладок на стяжных ящиках, наплавку изношенных отверстий в главной и запасной стяжках сцепления при износе не более 15% живого сечения, наплавку изношенных мест в ушках и закругленной части скобы.
Кроме того, при винтовой сцепке разрешают приварку ушков к винту стяжки, наплавку изношенных мест в буферном стержне при износе не более 5 мм па сторону и приварку новой части к буферному стержню кузнечным способом, наплавку изношенных мест в отверстии крюка кривого валика, наплавку кривого валика в средней его части и в ушках серьги.
Электронаплавочные работы на шкворнях, стяжках и скобах стяжки сцепления выполняют с предварительным подогревом месг наплавки до 300—400° и последующим отпуском при 600—650°.
Ремонт паровозных букс. К основным неисправностям паровозных букс относится износ буксовых наличников и подшипников и ослабление подшипников в буксах. Кроме того, при нагревании и износе подшипников появляются трещины как в самом корпусе буксы, так и подшипниках, наличниках и подбуксовых коробках.
При подъемочном ремонте все буксы разбирают, осматривают и устраняют дефекты; трещины в рабочих частях буксы заваривают при условии, что общее их количество не больше трех, а глубина каждой не более 50% живого сечения.