15 или 18 мм, но профиль подреза не вертикален и браковочная
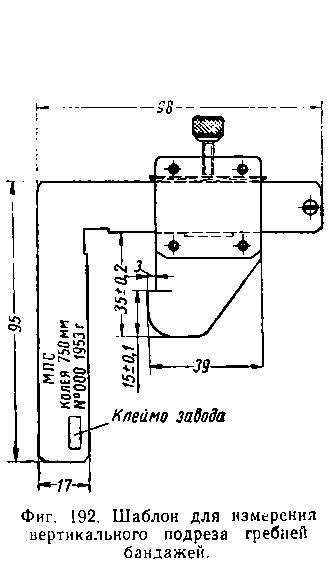
грань движка шаблона не прилегает по всей поверхности подреза или хотя бы в его верхней части, то такой гребень браковке не подлежит.
Обыкновенное освидетельствование колесных пар производят при каждом подъемочном и среднем ремонте паровоза и тендера, а также во всех других случаях при выкатке колесных пар из-под паровоза или тендера. При обыкновенном освидетельствовании колесной пары выполняют все, что предусмотрено осмотром колесных пар под паровозом и тендером и дополнительно производят очистку колесной пары от грязи и смазки; проверку дефектоскопом осевых шеек, средней части оси и шеек пальцев кривошипов; проверку соответствия размеров всех элементов колесной пары допускаемым размерам по установленным нормам; проверку наличия установленных клейм и знаков.
Полное освидетельствование колесных пар, как правило, производят на заводах при капитальном и среднем ремонте паровозов.
Полное освидетельствование отличается от обыкновенного следующими дополнительными операциями: колесную пару очищают от грязи и краски до металла; сцепные колесные пары проверяют на специальном стенде или при помощи кривошипомера; ставят установленные клейма и знаки.
Запрещается эксплуатировать паровозы и тендеры, имеющие следующие неисправности колесных пар: ослабление оси в ступице колеса; хотя бы одну поперечную трещину в оси; продольные трещины или плены на оси длиной более 25 мм; выедины от трения тормозных тяг на оси глубиной более 4 мм для паровозов широкой колеи и более 2 мм для паровозов узкой колеи; трещины в ступице колеса; две трещины в одном секторе обода колесного центра; трещины в спице колеса и одновременно трещины в двух смежных со ступицей секторах; продольные и поперечные трещины в бандажах.
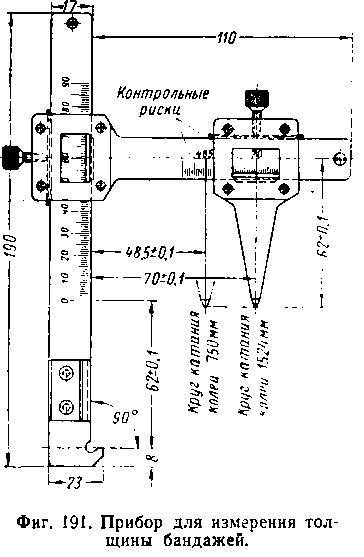
Толщина гребней паровозных бандажей должна быть не менее 25 мм или не более 33 мм (при измерении на расстоянии 20 мм от вершины гребня) для паровозов широкой колеи и не менее 16 мм или не более 25 мм (при измерении на расстоянии 18 мм) для паровозов узкой колеи. Толщина гребней тендерных бандажей должна быть не менее 22 мм или не более 33 мм (при измерении толщины их на расстоянии 18 мм от вершины гребня) для паровоза широкой колеи и не менее 16 мм или не более 25 мм (при измерении на расстоянии 18 мм) для паровозов узкой колеи.
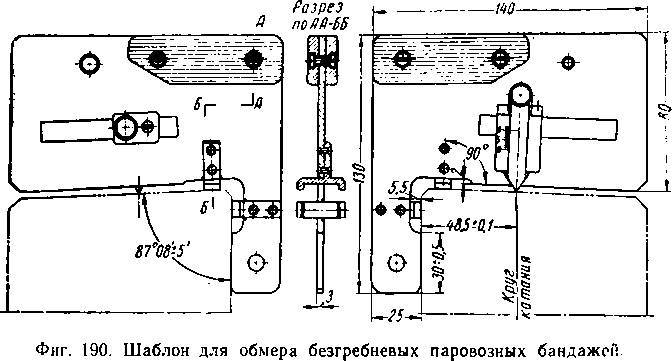
Не допускаются: отклонение расстояния между внутренними гранями бандажей в сторону увеличения или уменьшения более 3 мм от размера 685 мм паровозов узкой колеи и 1440 мм для паровозов широкой колеи; местные выбоины на поверхности катания бандажей более 1 мм (на тендерных бандажах в период между промывками паровоза разрешено оставлять раковины глубиной не более 3 мм и диаметром не более 25 мм)\ вертикальный подрез гребня бандажа высотой более 18 мм (для узкой колеи более
16 мм).
Ремонт колесных пар со сменой бандажей, осей, центров и пальцев кривошипов производят в основном на паровозоремонтных заводах. Исключение допускается лишь с особого разрешения Министерства для отдельных предприятий, имеющих специальное оборудование.
В паровозных депо большинства промышленных предприятий выполняют -следующий ремонт колесных пар: обточку и перетяжку бандажей, обработку осевых шеек и пальцев кривошипов и разрешенные сварочные работы. ,
Основными причинами обточки, перетяжки или смены бандажей является износ и ослабление их на ободе.
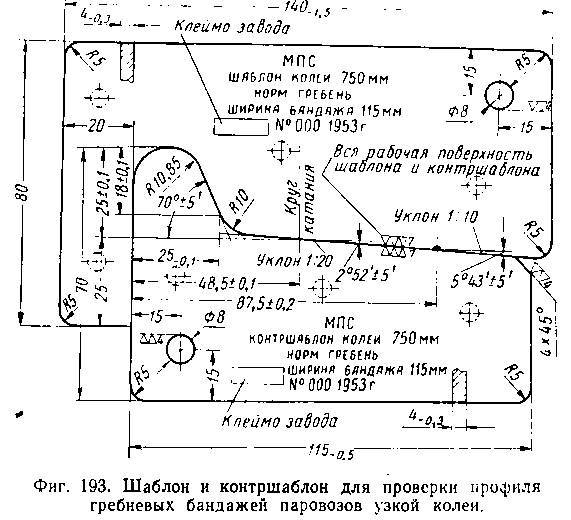
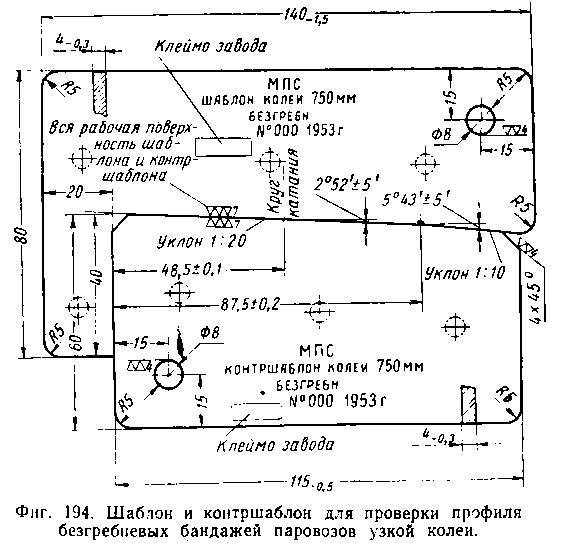
Износ бандажей имеет вид кругового желобка, постепенпо увеличивающегося по мере увеличения пробега паровоза. Быстрота образования проката бандажей зависит от качества металла, величины нагрузки на оси паровоза, диаметра колес, профиля пути и расположения кривых на том участке, где работает паровоз. На быстрое образование проката бандажей оказывает сильное влияние буксование паровоза. При наличии проката ход паровоза становится менее спокойным и все части механизма быстро расстраиваются. Поэтому прокат бандажей более 7 мм для паровозов недопустим и их обтачивают на специальных колесных станках по установленным шаблонам (фиг. 193 и 194). Для правильной работы машины паровоза бандажи колес всех спаренных осей обтачивают до одинакового диаметра.
Кроме общего проката, на бандажах образуется так называемый местный прокат главным образом на бандажах ведущих осей против пальцев кривошипа. Местный прокат — результат проскальзывания бандажа в момент его разгрузки, т. е. когда дышла находятся внизу, а противовес — вверху. Помимо местного проката, на бандажах образуются выбоины (скользуны) вследствие неумелого или сильного торможения паровоза.
Вместе с прокатом бандажей наблюдается и износ их гребней или реборд. Причина неравномерного износа гребней бандажей всего ската заключается в работе паровозов в кривых путях малого радиуса при слишком большой величине жесткой базы паровозов. Если же,сткая база слишком велика, более значительный износ гребней замечается у бандажей обоих крайних сцепных колес. Этот недостаток устраняют устройством несколько большего разбега у буксовых подшипников этих осей.
Иногда наблюдается износ гребня бандажа только у одной колесной пары. Такой износ — результат неправильной установки оси этой колесной пары, т. е. неперпендикулярности оси по отношению к раме паровоза или того, что вся ось этой колесной пары, будучи перпендикулярной к раме, несколько больше сдвинута на одну сторону рамы по сравнению с другими осями.
При износе гребней бандажей до установленного предела бандажи обтачивают даже тогда, когда прокат рабочей поверхности их не достиг предельного размера. Перед обточкой на выработанную часть гребня наваривают слой металла.
Кроме проката бандажей, наблюдаются трещины, плены и раковины в металле. Пленами называют непроваренные части металла, которые располагаются в виде слоев на бандаже. Трещины и плены, расположенные вдоль бандажа, обтачивают. При наличии поперечных трещин и плен бандаж заменяют новым.
При ослаблении бандаж снимают. Чтобы снять старый годный бандаж с колесного центра, предварительно удаляют укрепляющее кольцо. Слабый на ободе бандаж обычно без нагрева свободно сходит от ударов кувалды. В противном случае бандаж нагревают до температуры не свыше 320°. После полного естественного остывания бандажа и обода соприкасающиеся поверхности тщательно очищают стальными щетками. Затем определяют необходимую толщину прокладки путем обмера наружного диаметра обода и внутреннего диаметра бандажа. Натяг при посадке бандажа на 1000 мм диаметра обода должен составлять 1 —1,5 мм. Перед насадкой бандаж нагревается в горне, обеспечивающем равномерный нагрев до 250—320°, что определяется свинцовой палочкой.
Между ободом и бандажом ставят в один слой прокладки толщиной до 2 мм на паровозах широкой колеи и до 1 мм. на паровозах узкой колеи. Количество прокладок не более четырех для широкой колеи и две для узкой. Прокладки ставят друг к другу впритык или с промежутками не более 10 мм для широкой колеи и 5 мм для узкой.
После насадки бандажа на обод ставят предохранительное кольцо, уплотняемое путем поджатия кромки бандажа пневматическим молотком через гладилку.
После насадки и перетяжки на бандаж и обод наносят риски, необходимые для контроля за сдвигами в условиях эксплуатации. Место нанесения рисок закрашивают красной краской.
При ослаблении колесного центра на оси (сдвиг центра по длине и окружности оси; смятие шпонки) колесная пара снимается для полного освидетельствования. Выступление смазки, ржавчины и растрескивание краски в местах соединения центра с осью, без других признаков ослабления не является основанием для снятия колесной пары; за такой колесной парой необходимо установить особое наблюдение.