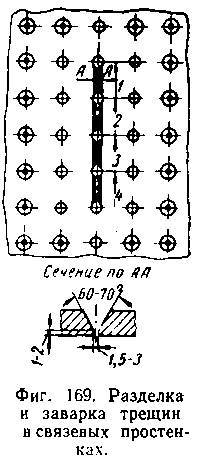
Связи, расположенные в месте прохождения трещины, удаляют. Трещину разделывают зубилом V-образно, после чего заваривают ступенчатым способом электродами с защитным покрытием марки Э-42 (фиг. 169).
Поджог топки — результат перегрева потолка огневой коробки вследствие его обнажения от воды — обычно сопровождается прогибом потолка топки и расстройством мест укрепления головок потолочных связей, а также появлением трещин и изменением структуры металла потолка. Поджог топки может повлечь за собой взрыв котла.
При наличии поджога всю топку тщательно осматривают и точно устанавливают его причины, результаты расследования оформляют актом, выявляют виновников, обнаруженные неисправности устраняют в соответствии с «Правилами ремонта паровозов».
Для предупреждения случаев поджога топок, расплавления и течи контрольных пробок машинисту необходимо следить за уровнем воды в котле и контролировать качество ремонта пробок и водоуказательных приборов. При ремонте и переливке контрольных пробок нужно соблюдать следующие условия: заливать пробки специальным стандартным сплавом; перед заливкой внутреннюю полость пробки тщательно очистить и пролудить, предварительно подогрев до 300°; выход пробки над потолком при нормальном его положении должен составлять 25 мм; отклонение допускается плюс 2 мм и минус 1 мм. При наличии подъема потолка свыше 5 мм выход передней пробки и ее общая высота соответственно увеличиваются; после заливки каждую пробку подвергнуть гидравлическому испытанию на рабочее давление плюс 5 ат, запилить конец пробки, поставить клеймо и записать в книгу, сделав в ней оттиски клейма. Запрещено заливать пробки нестандартным сплавом и клеймить пробку кому-либо, кроме котельного мастера, начальника депо и его заместителя.
Ремонт дымогарных и жаровых труб.
Дымогарные и жаровые трубы, как и все внутренние части паровозного котла, подвергаются механическому и химическому износу. Чаще всего встречаются в трубах следующие повреждения: 1) выедины в виде ямок и ос
пин различной величины; 2) продольные и поперечные трещины;
3) обгорание буртиков в решетке и 4) течь труб.
Выедины в трубах от действия растворенных в питательной воде солей и газов иногда обнаруживаются на еще здоровой трубе. Такую трубу приходится заменять.
Трещины в трубах появляются из-за неудовлетворительного
качества металла или от перегрева трубы при отложении на иен накипи. Поперечные трещины, сопровождающиеся обрывами труб, происходят 'преимущественно у решетки. Причиной этому служат неправильная вальцовка и подкатка концов, перегрев концов, коррозионные повреждения и иногда механический износ частицами угля. При появлении продольной или поперечной трещины трубу приходится менять.
Обгорание буртиков труб происходит от действия сильно нагретых газов, идущих по трубам из топки в дымовую коробку. Оно происходит тем быстрее, чем больше котел загрязнен накипью. В этом случае решетка и концы труб значительно хуже передают тепло от огня к воде и перегреваются, а буртики труб обгорают. Буртики обгорают также, если они слишком высоки. Наилучшее средство борьбы с обгоранием буртиков — содержание котла в чистоте, своевременное и полное удаление накипи со стороны воды.
Наиболее распространенная неисправность труб, вызывающая их смену, — это течь. Причинами течи •являются перегрев труб вследствие отложения накипи; охлаждение решетки и труб при проходе холодного воздуха из-за оголения отдельных участков колосниковой решетки при чистке топки; неправильное питание котла большими количествами холодной воды, температурный режим, заправки и охлаждения котла, установка труб и овальность отверстий в огневой решетке.
Важнейшее мероприятие, предотвращающее течь труб при стальных решетках,— приварка буртиков труб к решеткам. Течь в приваренных трубах появляется только при недоброкачественной приварке буртиков.
При подъемочном ремонте паровоза вынимают в различных местах решетки четыре-пять дымогарных труб и проверяют их состояние. Если состояние вынутых груб в отношении износа, коррозии и оседания накипи окажутся удовлетворительными, то дальнейшую выемку труб не производят. В противном случае трубы вынимают в количестве, обеспечивающем тщательную очистку котла от накипи и замену ненадежных труб. Сменяют также все трубы с течью и негодными буртиками.
При среднем ремонте паровоза следует вынимать в разных местах не менее 30% жаровых и дымогарных труб.
Выемку труб из котла выполняют следующим способом: буртики труб у огневой решетки обрубают, концы их в передней и задней решетках отжимают и трубы из задней решетки выбивают и вынимают из котла. При удалении труб пользуются зубилом и пневматическим молотком, соблюдая осторожность в работе, чтобы не допустить повреждения решетки. Вынутые из котла трубы сортируют. Явно негодные бракуют, а те, которые по внешним признакам предварительного осмотра могут быть отремонтированы, подвергают очистке от накипи и сажи сухим или мокрым способом.
Очистку труб от накипи производят стальными роликами с наклонными канавками на их поверхности. При очистке роликами сухим способом два ролика захватывают трубу и подают вперед, очи-
тая при этом с поверхности накипь. Недостаток этого способа заключается в частых изгибах очищаемой трубы, наличии шума и большого количества пыли, вредно действующих на слух и дыхательные органы работающих. Шумом и пылью сопровождается очистка и в барабанах, где накипь снимают с труб ударами друг о друга.
Лучший способ очистки труб — мокрый, при котором трубы укладываются на цепях в бетонную ванну, наполненную водой, где они при перекатывании, ударяясь одна о другую, очищаются от сажи и накипи. После очистки трубы тщательно осматривают, взвешивают и окончательно сортируют.
Так как при выемке концы труб снимают, то перед установкой обратно в котел трубы обрезают и к ним приваривают новые концы, длиной не менее 200 мм для дымогарных и 100 мм для жаровых труб. Отрезку концов труб выполняют вручную труборезом или на специальных станках. Приварку концов к трубам производят ^различными способами: кузнечным, газовым и электрической контактной сваркой.
В отдельных депо, в целях удлинения срока службы труб наконечники приваривают не к задним, а к передним концам, после чего трубы перед установкой в котел переворачивают. После приварки наконечников производят обрезку труб до нужной длины. При текущем ремонте количество сварных швов в трубах не должно быть более трех. Отремонтированные трубы подвергают гидравлическому испытанию на прессе в течение 2*-3 мин. под давлением 30 ат. В это время всю трубу тщательно осматривают и остукивают легкими ударами молотка.
После гидравлического испытания задние концы труб подкатывают до размера отверстий в задней решетке, а передние — раздают под размер отверстий в передней решетке.
Подкатка способствует более свободному проходу пузырьков пара у решетки в месте наиболее интенсивного парообразования вследствие чего улучшается циркуляция воды у решетки и уменьшается возможность скопления накипи. Подкатку труб выполняют на станке или кузнечным способом. Задние концы труб обязательно отжигают для предохранения от разрывов при отбуртовке. Трубы с неотожженными концами ставить в котел запрещается. После отжига концы труб в местах прилегания к решетке, тщательно зачищают до металлического блеска. Зачистку можно производить вручную или на наждачном станке с мелкозернистым абразивом.
Отверстия в решетке должны быть правильной цилиндрической формы, не иметь рисок и забоин. Поэтому после удаления старой трубы и очистки от сварки и заусениц отверстие проверяют шаровом разверткой. Кромки отверстия закругляют радиусом 1,5—2 мм, чтобы острые края решетки не подрезали тела трубы. Подготовленные отверстия следует проверить на овальность. Овальность допускается не более 0,5 мм для жаровых труб и не более 0,25 мм для Дымогарных.