Убедившись, что краска втерта достаточно прочно и надпись ясно читается, излишек краски стирают с поверхности изделия ветошью без ворса. Те же манипуляции проделывают и после растирания бронзовой пудры.
Как уже упоминалось, бормашина незаменима при гравировке по стеклу, которое штихелем можно только расколоть. Для такой работы существуют определенные правила.
Для нанесения надписи на стекло к нему с обратной стороны прикрепляют бумагу с надписью для гравировки, а с лицевой стороны смазывают растительным маслом, которое во время резания стекла алмазным бором предотвращает распыление стеклянной пыли и позволяет считывать текст.
Рисунок или надпись можно и перевести непосредственно на стекло. Делают это так. Чистую поверхность стекла протирают тампоном, смоченным раствором канифоли в спирте или ацетоне. После того как покрытие подсохнет, через копировальную бумагу переводят рисунок. Пропущенные места подрисовывают простым мягким карандашом.
Гравируют рисунок, держа стеклянный предмет в левой руке, упирая его в край стола или положив на него. Прорабатывают рисунок, начиная снизу, так чтобы пыль летела вниз и не забивала рисунок. При гравировке следят, чтобы линии были достаточно заглублены, а толщина их соответствовала задуманному рисунку.
Иногда для подчеркивания каких-либо деталей бывает необходимо заматировать их. Для этого накладывают на нужное место кусок наждачной бумаги средней зернистости и пальцем слегка натирают это место, вращая бумагу. Маленькие участки матируют палочкой, на торец которой приклеивают наждачный порошок.
Рисунок на отгравированной стеклянной поверхности можно тонировать. Для этого в гравировку затирают масляную художественную краску темных тонов.
Фарфоровые изделия гравируют так же, как и стеклянные. В гравировку в этом случае обязательно затирают краску. Популярна и так называемая штриховая роспись фарфоровых изделий алюминием и другими металлами. Этот процесс имеет название «натирание металлами».
Натирание алюминием проводят, применяя все ту же бормашину. Рабочим инструментом является диск из листового алюминия, зажатый в специальной оси от шлифовальных кругов для бормашин. Толщина диска – 0,3–0,5 мм, диаметр – 10–20 мм. Желательно применять диск с крупным диаметром (около 20 мм), так как он дает более четкую и однородную линию штриха.
Вращающийся алюминиевый диск, касаясь поверхности фарфора, разрушает глазурь. Разрушение глазури происходит за счет окиси алюминия, имеющейся на поверхности диска. В неровности затираются мелкие частицы алюминия.
Как уже было сказано, натирание производят и другими металлами и сплавами, например медью и латунью. Но медь и латунь быстро окисляются на поверхности фарфора, и со временем вместо блестящего получается темный штрих, как бы затертый черной краской. Алюминиевый штрих остается блестящим неограниченно долго.
При натирании чистую поверхность фарфора покрывают суспензией титановых белил. Для ее приготовления берут жидкий столярный клей и в нем замешивают сухие титановые белила. Этой суспензией покрывают поверхность фарфора. С помощью копировальной бумаги переводят рисунок, подрисовывая неясные места мягким карандашом.
Рисунок прорабатывают алюминиевым диском. Правила нанесения штрихов остаются такими же, как и для гравирования стекла абразивами. Если плоскость диска совпадает с линией штриха, получают тонкую линию, если не совпадает – толстую.
При необходимости получают и крупный участок поверхности, покрытый алюминием. Для этого вращающимся диском быстрыми движениями водят по этой поверхности.
После нанесения всего рисунка титановые белила удаляют тампоном, смоченным горячей водой.
Подобную технику используют и в том случае, если нужна надпись временного характера на стекле. Используя дюралюминиевые диски, гравер механически наносит на стекло слой металла. Выполненную таким образом надпись можно смыть серной кислотой.
Рисунки на стекле и фарфоре должны быть четкими, с минимальным количеством штрихов и, конечно, красивыми.
При натирании фарфора алюминием желательно выбирать изделие, окрашенное в темные тона, тогда рисунок будет выразительнее.
Художественное травление металла
Художественное травление металла издавна известно оружейных дел мастерам. Оно заменило один из трудоемких процессов – ручную гравировку, не опустив при этом планку качества.
Техникой травления сравнительно легко можно на любом металле воспроизвести рельефный или углубленный орнамент, сюжет, текст. Даже для таушировки можно использовать этот метод, при котором образуются канавки для запрессовки проволоки или металлических контрастирующих полосок. Требуется только небольшая доводка – расширение днища канавок, что значительно экономит время по сравнению с выполнением этих углублений техникой гравировки.
Существует два способа травления – химический и гальванический. Второй более эффективен и менее вреден: раствор электролита не выделяет ядовитых газов, которые неизбежны при химическом способе.
Химическое гравирование металлов
Сущность технологического процесса изготовления художественных изделий методом химического травления (рис. 33) состоит в следующем: металлическое объемное изделие или пластину покрывают слоем кислото– и щелочеупорного лака. После высыхания лака на его поверхности прочерчивают тонким резцом линии рисунка, предварительно переведенные с помощью копировальной бумаги на поверхность лаковой пленки. После этого с поверхности изделия тщательно удаляют лаковую стружку и погружают его в травильный раствор. При травлении не защищенные лаком участки металла будут растворяться, образуя на поверхности канавки-штрихи, идентичные рисунку.
По окончании травления лак с поверхности изделия удаляют органическим растворителем. Продолжительность травления определяют визуально.
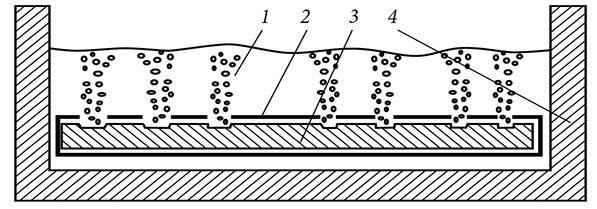
Рис. 33. Схема процесса химического травления: 1 – травильная жидкость; 2 – слой лака; 3 – изделие; 4 – корпус ванны
Строго говоря, химическое гравирование можно производить двумя способами: либо покрыть веществом, на которое действует протрава, все линии и поверхности рисунка, либо, наоборот, защитить от действия кислот все промежутки, оставляя линии и поверхности рисунка свободными. Если затем погрузить изделие в состав для травления, то в первом случае рисунок получится слегка рельефным, а во втором – углубленным. Первый способ применяют в цинкографии для изготовления клише, с которого затем печатают бумажные оттиски. Вторым же способом проводят художественное гравирование металлических поверхностей.
Процесс химического травления несложен, но художественное исполнение гораздо труднее, так как требует тщательной, кропотливой работы по созданию композиции рисунка и четкого переноса его на подготовленное изделие. К тому же как ни проста на первый взгляд технология травления, начинающие часто терпят неудачу, в особенности при травлении тонких рисунков.
Прежде чем наносить предохраняющее покрытие, обрабатываемую поверхность следует тщательно очистить от тонкого налета ржавчины, жира и иной грязи. Поверхность изделия зачищают, шлифуют, полируют, обезжиривают, промывают и просушивают. Приставший к поверхности жир можно удалить промыванием в спирте или бензине, прокаливанием или провариванием в подогретом до 50 °С 10 %-м растворе едкого натра в течение 5 мин. Затем изделие на 1–2 мин переносят в 15 %-й раствор серной кислоты и хорошо промывают в горячей воде, чтобы покрывной лак прочно держался на поверхности металла и в процессе травления не отслаивался.
После этого обрабатываемую поверхность можно отполировать, если форма предмета позволяет, а назначение его не противоречит этой операции. Но подобная предварительная полировка не обязательна. До вычищенной поверхности нельзя дотрагиваться пальцами, так как на них всегда есть некоторое количество жирового вещества, а на жир протрава не действует.