«Dremel» («Дремель») – торговая марка ручного электро– и пневмоинструмента и принадлежностей к ним. Происходит от фамилии американского изобретателя и промышленника Альберта Дж. Дремеля, разработавшего первые модели высокоскоростного роторного ручного инструмента и основавшего в 1932 году «Dremel Company» для производства такого инструмента. В 1993 году торговая марка была приобретена фирмой «Bosch», производство по состоянию на 2008 год осуществляется инструментальным подразделением этой фирмы «Robert Bosch Tool Corporation». Главный офис компании по производству инструмента под маркой «Dremel» располагается в Маунт-Проспект, штат Иллинойс, США.
Бормашина – весьма простой инструмент. Она состоит из мотора, муфты, гибкого вала и наконечника, в цанговом зажиме которого крепится зубной бор, служащий режущим инструментом, фреза того или иного типа, абразивный камень, металлическая щетка или отрезной диск (рис. 32). Подобное же устройство имеют и вышеописанные электрограверы, поэтому для единообразия все их будем называть бормашинами.
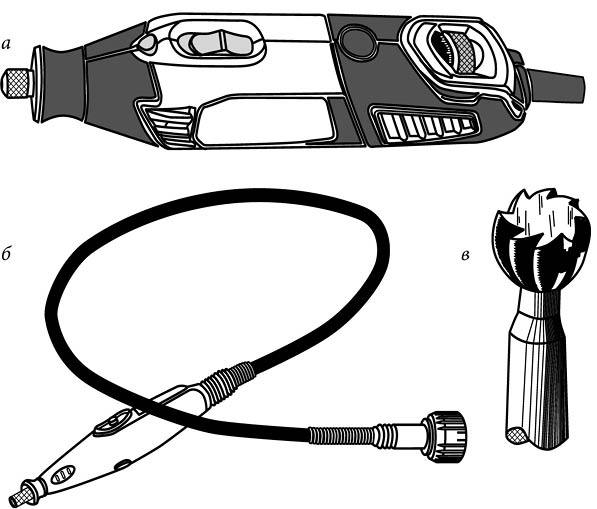
Рис. 32. Бормашины: а – многофункциональное устройство фирмы «Dremel»; б – гибкий вал с наконечником; в – зубной бор со сточенным кончиком шарика
Основной узел в данном случае – гибкий вал с наконечником, который передает вращение от электродвигателя к закрепленному в цанговом зажиме бору. Имея такой вал, можно, в принципе, зажать его ось непосредственно в патрон электродрели или шуруповерта. Подобный комплект позволит справиться с простейшими граверными работами. Однако качество их будет невысоким. Дело в том, что частота вращения у большинства дрелей (а также распространенных бытовых электродвигателей) не превышает 3,5 тысячи оборотов в минуту (об/мин), тогда как электрограверы позволяют работать со скоростью до 30–37 тысяч об/мин, а некоторые бормашины – до 400 тысяч об/мин. Именно высокооборотистый привод позволяет качественно работать по металлу, тогда как низкоскоростная машинка годится только для уверенной работы по пластмассам и кости.
Бормашины широко используют для написания адресов (дарственных надписей) на различных материалах, а также для написания всевозможных поздравлений на посуде, чего невозможно добиться штихелем. Бормашиной можно наносить надписи в самых труднодоступных местах, она применима как для плоскорельефного, так и для обронного гравирования, где требуется выборка большого количества металла. Но мы сосредоточим внимание только на плоскорельефном гравировании. Сюда входит выполнение надписей различного характера как прямым шрифтом, так и рукописным на незначительную глубину.
Перед тем как приступить к работе, привод электрогравера или прямой шлифмашинки лучше подвесить – это сглаживает вибрацию. К тому же лежащий на столе работающий электроинструмент может свалиться на пол, потянув за собой гибкий вал и испортив тем самым работу. В комплекте с гравером иногда есть стойка-кронштейн для крепления его в подвешенном состоянии.
Бор вставляют в наконечник с гибким шлангом и обводят им контуры изображения. После нанесения основных контуров рисунка выполняют более мелкие детали. Тени выполняют последними, их можно изобразить в виде штриховки линиями, кружками, клеточками.
Борами можно выполнять объемные, рельефные и контурные работы. Для написания текстов применяют в основном шаровидные боры. С целью достижения отчетливой проработки деталей букв граверы, как правило, у такого бора стачивают кончик шарика (рис. 32, в).
У каждого мастера свои излюбленные методы работы. Для начала вы можете попробовать следующую технологию выполнения надписи. Для первой проработки контура закрепляете в цанге самый тонкий бор и проходите им всю надпись, не задерживаясь на утолщениях и завитушках, так чтобы толщина букв выглядела одинаковой. Затем этим же бором выполняете утолщения шрифта, как правило, внутри буквы. Проверяете и подправляете завитушки и украшения шрифта.
Теперь смотрим, что получилось. Линии полученной надписи шероховатые, скорее напоминают борозды, особенно там, где прорабатывались утолщения или проводили бором несколько раз. Для исправления этого берем бор или абразивную насадку немного большего диаметра и проводим по местам утолщения, тем самым выравнивая верхний слой. Абсолютной гладкости без длительной тренировки достичь довольно сложно, но вид в любом случае получится уже совсем другой, а это главное.
Приемы написания знаков, букв и цифр вращающимся бором, особенно если его обороты незначительны, не соответствуют тем, которыми мы привыкли пользоваться при письме авторучкой или карандашом. При нанесении на изделие того или иного знака либо изображения следует начинать гравирование вертикальных линий сверху вниз, а горизонтальных – справа налево, т. е. против направления вращения инструмента. Чем выше скорость привода, тем более гладкой будет выгравированная канавка. Правда, при высоких скоростях удержать инструмент так, чтобы глубина гравировки получалась постоянной, нелегко. Ко всему нужна привычка, так что регулярные тренировки на обрезках различных материалов – залог успеха вашей работы. Возьмите небольшую пластинку и проведите по ней гравером тонкие линии, завитушки, эллипсы и круги. Когда рука натренируется, можно приступать к выполнению рисунка, при этом рука будет двигаться так же легко, как и с карандашом.
Общее правило – чем тверже материал, тем выше должна быть скорость инструмента. Например, для работы по оргстеклу (плексигласу) не следует выставлять скорость выше 8000 об/мин, так как на высоких скоростях плексиглас будет сильно плавиться и может даже налипать на бор. В случае если производится матирование того же плексигласа абразивной насадкой (точильным камнем), можно выставить скорость вращения на уровне 15 000 об/мин. При работе с медью или алюминием скорость должна быть выше, а при гравировке по стали вам, скорее всего, потребуется установить максимальную скорость вращения бора.
При покрытии фона на большой площади независимо от того, бором вы это делаете или абразивной насадкой, необходимо наносить полоски в одном направлении, иначе рисунок будет смотреться некрасиво. Также одно из основных условий получения достойного результата – отсутствие небрежности и спешки. Важно не прикладывать слишком больших усилий и не пытаться вогнать в материал насадку. Помните, что машина должна выполнить всю работу, а не вы!
И еще одна важная особенность при работе с металлом. При проведении линии, будь то надпись или рисунок, важно направление движения руки, угол наклона насадки. При этом на поверхности выгравированной в металле канавки создаются ворсинки, которые играют, блестят, переливаются на свету. Под разными углами освещения эффект будет разным. Поэтому положение руки при выполнении надписи всегда должно быть одинаковым. В большинстве случаев это же относится и к рисунку. Однако с этим эффектом можно поэкспериментировать, создавая гравированные изображения, которые по-разному выглядят в зависимости от направления источника света.
Желательно, чтобы во время гравирования рука плавно скользила по поверхности стола или обрабатываемого материала. Для этого можно надеть перчатку или проложить ткань между рукой и столом (заготовкой).
Технология выполнения надписей на подарках достаточно проста. Она состоит из следующих операций:
• выборки материала бором;
• втирания краски-основы в гравировку;
• засыпки и растирания бронзовой пудры по поверхности надписи.
Для втирания в гравировку обязательно следует брать густотертую масляную краску – цинковые или свинцово-цинковые белила. Любая другая краска для этих целей непригодна. Втирать краску нужно пальцем или тампоном круговыми движениями, давая тем самым возможность краске заполнить все углубления.