Особенно хорошие результаты получаются, когда серебро или золото таушируют в сталь. Кроме того, для насечки по стали в качестве вкладки можно применять медь, латунь, мельхиор, железо, олово, свинец. Допустимо также использовать бронзу или латунь как основу, которая может быть украшена серебром или медью.
Несколько слов о применяемых инструментах. Поскольку работать придется с металлами с различной твердостью, нужно изготовить инструменты, имеющие разный угол заточки клиновидной режущей рабочей части зубилец и конусной – штихелей и сечек. Угол заточки инструментов для работы по твердой стали, а также бронзе и чугуну примерно будет равен 70°, для стали, имеющей небольшую твердость, – 60°, для латуни и меди – 45° и для алюминия – 35°.
С правой стороны на верстаке мастер постоянно держит два молотка: одним работает с зубильцами и чеканами, другой использует при вбивании металла в углубления и проковке элементов инкрустации. Ко второму молотку предъявляется очень важное требование: необходимо, чтобы рабочая поверхность бойка была тщательно отполирована и закалена. Он не должен оставлять на инкрустации царапин, вмятин и других механических повреждений, удалить которые часто бывает не так-то просто. Молоток, имеющий хорошо отполированный боек, одновременно уплотняет и выглаживает металл, облегчая последующую шлифовку и полировку.
Изделия или отдельные их детали в зависимости от формы и размеров либо закрепляют в тисках, либо кладут на массивную стальную плиту, укрепленную в толстом кряже. Используют также любые другие наковальни, всевозможные оправки из массивного металла. Например, кольцо или перстень насаживают на массивный стальной стержень, который закрепляют в тисках. Отдельные небольшие плоские предметы закрепляют мастикой на деревянной подложке, которую фиксируют в шаровых тисках, а те, в свою очередь, располагают на кожаной гравировальной подушке.
Инкрустация делится на два основных вида: плоскую и рельефную. В плоской инкрустации все вставные элементы находятся заподлицо с поверхностью изделия, в то время как у рельефной они несколько выступают, образуя небольшие бугорки. В одном изделии возможно сочетание этих двух видов насечки.
Поскольку плоская насечка более проста в исполнении, с нее и следует начинать осваивать приемы работы. Нет необходимости сразу же пытаться украсить какое-то изделие. Прежде всего нужно понять сущность технологии таушировки.
Небольшие кусочки металла толщиной не менее 3 мм вполне пригодны для упражнений. Сначала орнамент рисуют на бумаге в натуральную величину, после чего переносят на поверхность основного металла.
Для гарантированной устойчивости и качественной фиксации вкладка должна расширяться книзу, т. е. в сечении иметь форму трапеции. Такой же формы должно быть и углубление в основном металле. Чтобы получить необходимые углубления, применяют следующие технические приемы.
Положите стальную пластину на наковальню и установите зубильце на контур рисунка. Нанесите по нему несколько сильных и равномерных ударов. Как только зубило войдет в металл примерно на глубину 0,5–0,8 мм, нужно передвинуть, вновь нанести такое же число равномерных ударов (рис. 30, а). При этом зубило войдет в металл на ту же глубину, что и в первом случае. Таким образом, полученное углубление в металле будет иметь на всем протяжении одинаковую глубину. На первых порах число ударов можно подсчитать. В дальнейшем необходимость в этом отпадет, так как основным ориентиром будет ритмичное постукивание, за которым мастер ведет контроль как бы автоматически, не задумываясь над этим, поскольку все его внимание должно быть уделено точной и плавной стыковке получаемых зубилом углублений.
При погружении зубильца или чекана в металл образуются не только углубления. Часть металла под действием клина вытесняется и приподнимается по краям канавки над инкрустируемой поверхностью. Приподнятые острые кромки металла называют гартом или облоем. Именно облой и используют для закрепления металлических вставок. После проковки инкрустируемой поверхности они зажимают вставленную в канавку проволоку. Для того чтобы лучше прижать материал и этим повысить удерживаемость вкладки, шероховатым чеканом проводят по краю вертикальных стенок канавки.
Но такое крепление не очень прочное, так как после шлифовки и полировки часть прокованного облоя снимается. Чтобы повысить прочность вставных элементов инкрустации, на дне канавки насекают острым зубильцем дополнительно две канавки (рис. 30, б). Одну из них делают с наклоном вправо, другую – влево. Обработанные таким образом углубления в сечении будут представлять собой расширяющийся книзу трезубец. Забитый в такое углубление мягкий металл благодаря этому прочно соединится с основой.
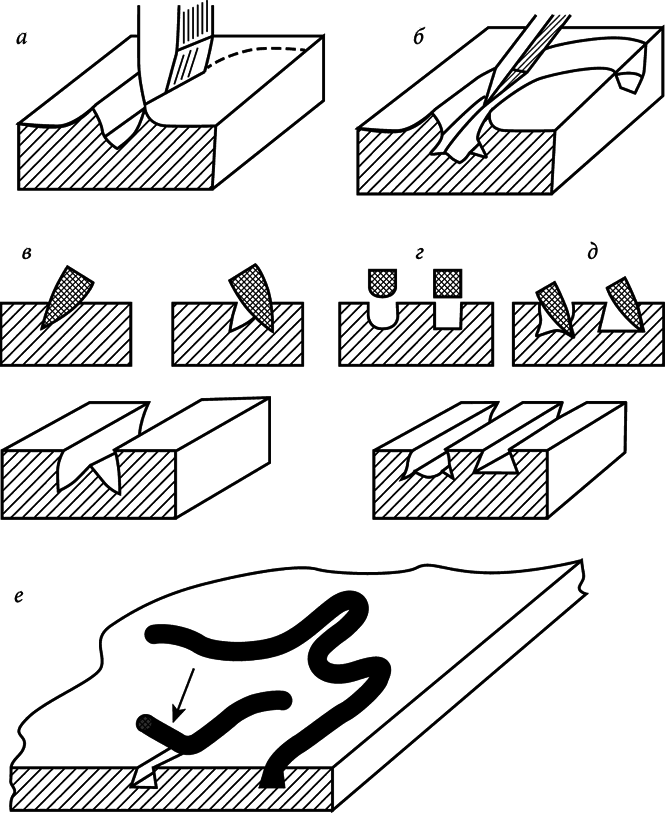
Рис. 30. Таушировка: а – формирование канавки с помощью зубильца или чекана; б – нанесение дополнительных бороздок зубильцем; в – гравирование канавок шпицштихелем; г – выполнение канавок флахштихелем и болтштихелем; д – скашивание стенок шпицштихелем; е – вколачивание вкладки в канавки
Есть и другой способ дополнительного крепления элементов вставок в углублениях. Дно канавки насекают сечкой с остро отточенной рабочей частью, имеющей в сечении четырехугольник или треугольник. При такой обработке на дне канавки образуются углубления с облоем в виде острых заусенцев. При выполнении этой операции сечку наклоняют то в одну, то в другую сторону относительно поверхности обрабатываемого изделия.
Углубления под инкрустацию на небольших металлических предметах могут быть выполнены гравировальными инструментами (рис. 30, в – д). Контурный и обронный виды гравировки, имеющие при гравировании самостоятельное значение, здесь становятся первой подготовительной стадией инкрустирования. Но выполненная резцами или зубильцами гравировка требует дополнительной обработки. В контурных углублениях с помощью шпицштихеля скашивают с одной и другой стороны стенки так, чтобы в сечении вместо прямоугольника была трапеция. Стенки углублений скашивают также в других гнездах-углублениях, имеющих самую разную конфигурацию, например лепестка, цветка, всевозможных геометрические фигур.
Контурную резьбу, предназначенную специально для инкрустирования, можно выполнять сразу шпицштихелем, ориентируясь на линии рисунка, нанесенного на поверхность металла. Все линии рисунка гравируют шпицштихелем так, чтобы полотно клинка было наклонено под небольшим углом вправо. Затем, ориентируясь на тот же контур и держа штихель под тем же наклоном, гравируют в обратном направлении. Если посмотреть на полученную канавку в сечении, она будет похожа на ласточкин хвост.
Углубления для таушировки можно получить также химическим и электрохимическим методом. Сначала поверхность основного металла гравируют путем стандартного химического или электрохимического травления[7], после чего штихелем подрезают боковые стенки так, чтобы канавки имели трапециевидное сечение.
После этого можно приступать к собственно инкрустации. Если гнезда под инкрустацию выполнены на стальном предмете, для упражнений в таушировке можно использовать круглую медную или латунную проволоку.
Вместо проволоки применяют также нарезанные из листового металла узкие полоски с прямоугольным сечением. Всевозможные фигурные вставки вырезают из листового металла, толщина которого должна соответствовать глубине вырубленного в металле гнезда. Проволоку и пруток отжигают на огне до красного каления.
Работа по заполнению углублений, выполненных чеканом, зубильцами и гравировальными инструментами (рис. 30, е), идет в следующей последовательности. Конец проволоки вставляют в конце углубления и крепят легким ударом молотка с полированным бойком. Затем укладывают проволоку на следующем участке и вновь ударяют молотком. Так проволоку или пруток постепенно вколачивают в углубления легкими ударами молотка. Когда все углубления будут заполнены до конца, более сильными ударами молотка выступающие элементы инкрустации проковывают так, чтобы они оказались заподлицо с поверхностью инкрустируемого предмета, особенно по краям, чтобы сгладить возможные неровности и гарантировать прочное закрепление. Мягкий металл вставок, как пластилин, наполнит прорезанные и выбитые в металле углубления, вклинившись в них так, что выковырять его можно только с большим трудом, разрушив всю инкрустацию. Большое значение для прочного сцепления металлов имеют заусенцы на дне углублений. Они врезаются в мягкий металл вставок, затем при проковывании загибаются – и эти крючки надежно удерживают элементы вставок.
7
Подробно эти методы описаны ниже в главе «Художественное травление металла».