Обронные работы при гравировании растительного орнамента выполняются в следующей последовательности (рис. 25). Рисунок переводят на металл одним из известных способов. Затем его фиксируют, обводя гравировальной иглой. Шпицштихелем рисунок прорезают по контуру на глубину фона. Следующий этап работы – опускание фона, т. е. выборка металла на нужную глубину. Около закругленных линий рисунка металл выбирают болтштихелем, а в остальных участках – флахштихелем. Если металл слишком твердый, металлическое изделие укрепляют в тисках и срезают металл с помощью сечек, имеющих сечения флахштихеля и болтштихеля. Углубленный фон аккуратно выравнивают плоским штихелем и приступают к проработке деталей рельефа болтштихелем, флахштихелем и другими резцами.
Затем выпуклые элементы рельефа шлифуют мелкозернистой наждачной бумагой и полируют пастой ГОИ, нанесенной на кожаный ремень. В углубленных местах металл полируют деревянными палочками, смазанными пастой.
Завершают обронные работы матированием фона. Эту операцию проводят с помощью матиков с различной формой бойков, но с одинаковой насечкой. Матик передвигают по фону, ударяя ритмично молотком по его ударной части. После обработки матиками фон приобретает матовую зернистую поверхность, с которой эффектно контрастируют блестящие элементы рельефа.
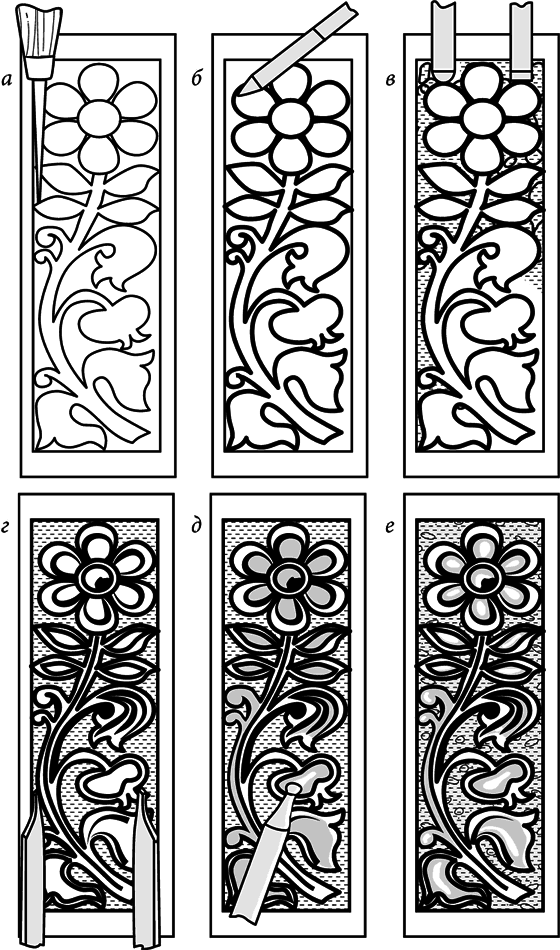
Рис. 25. Стадии выполнения обронной работы: а – закрепление рисунка гравировальной иглой; б – гравирование контура шпицштихелем; в – выборка фона болтштихелем и флахштихелем; г – проработка деталей рельефа; д – полировка рельефа; е – матирование фона
Готовясь воспроизвести на металле рисунок клише, предназначенного для переноса красителя на изделие непосредственно с матрицы, следует обратить особое внимание на исключительную зеркальность поверхности заготовки, ее идеальную плоскость перед самым гравированием. Только в этом случае можно качественно выполнить данную работу, так как глубина выборки металла должна быть в среднем равна 0,15 мм. Допускается глубина фона в больших промежутках между штрихами 1,0–1,2 мм, в небольших промежутках между штрихами – 0,07–0,20 мм. Слишком мелкие штрихи могут оказаться нечувствительными к поливу красителем, а слишком глубокие могут скопить в себе такое количество краски, что при оттиске на изделии (бумаге или ткани) рисунок будет размазан.
Готовое клише под краску, используемое при изготовлении гравюр, маркировке и т. п. посредством переноса красителя на изделие с резиновых валков или пластин, представляет собой прямой выпуклый шрифт (рисунок), выполненный на заготовке из цветного металла, в частности из бронзы БрБ2 или латуни ЛС59 (сыпучки). Гравер, пользуясь чеканами, зеками и всевозможными подборниками, занижает контуры внутри букв и линий рельефа, а также промежутки между ними.
После проделанной работы нетрудно визуально убедиться в том, что металл как несколько раздался вширь, так и приподнялся над общей поверхностью заготовки клише, где начертано изображение или текст. Причем наибольшая приподнятость металла наблюдается именно в тех местах, где расположены буквы или фрагменты с наибольшей площадью занижения внутреннего контура.
Для водворения на место расползшегося вширь металла нужно кромки заготовки клише обработать плоскими чеканами. В основном это относится к двум базовым кромкам. Выравнивание торцов выполняют по ходу работы, постепенно перенося удары чеканом по заготовке снизу вверх. Это позволяет легко избавиться от наплывов и завалов по краям рабочей части клише, приподнять металл на величину первоначальной толщины заготовки на участках, подвергшихся обработке ударным инструментом.
Деформация середины заготовки характеризуется лишь приподнятием металла. Образовавшиеся неровности на поверхности заготовки необходимо спилить бархатным напильником или надфилем и тщательно довести поверхность под гравирование до абсолютно ровной, проверяя ее на просвет с помощью лекальной линейки.
После этого гравер приступает к обработке штихелями внешних контуров букв и линий рисунка по порядку их чередования. Для облегчения гравирования закруглений и всякого рода скосов перед оконтуриванием букв следует флахштихелем или пилочкой пропилить канавки между строками на глубину не менее 1 мм. Тут же необходимо зубильцами и надфилями удалить и остальной материал с фона. Добившись необходимых результатов ручного гравирования и убедившись, что клише готово, поверхность гребешков рельефа следует отполировать для придания ему товарного вида.
Гравирование текстов
При гравировании выпуклого текста лишний металл срезают штихелем, зубилом или сечкой на глубину не менее 0,3 мм. Готовая буква (цифра) должна выступать над торцом пуансона на 0,3–0,5 мм и более. При нормальном режиме ручной набивки пуансонами или клеймами различного рода обозначений в поверхность обрабатываемого металла внедряются только лишь верхушки выпуклых граней букв и оставляют отпечатки глубиной 0,15–0,20 мм. Поэтому при изготовлении пуансона или клейма (рис. 26, а, б) площадки углублений внутри букв можно не полировать до блеска, а лишь загрунтовать их матиком.
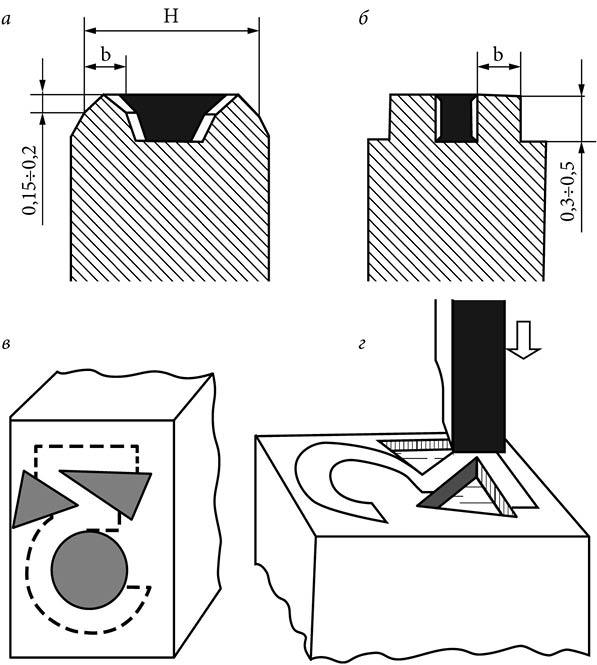
Рис. 26. Гравирование букв и знаков: а – ударное клеймо; б – пуансон; в – первоначальные участки занижения металла чеканами (закрашено); г – обработка наружного контура сечкой
Заготовку, выполненную по заданным размерам, размечают в зависимости от числа и размера знаков, т. е. букв и цифр, затем шпицштихелем прорезают канавки, определяющие расстояние между двумя буквами, так, чтобы все прямоугольные площади были одинаковой высоты и ширины. В дальнейшем эти размеры не следует изменять, так как они являются размерами будущих букв. Работа по гравированию ведется штихелем соответствующих профилей в зависимости от гравируемой буквы. Так, при гравировании буквы О применяется флахштихель для подрезки и закругления наружных углов, а для выборки внутренней выемки – болтштихель. При нанесении буквы Н используют шпицштихель и флахштихель, буквы Р – флахштихель, шпицштихель и болтштихель и т. п.
Для облегчения и ускорения процесса занижения металла по всему внутреннему контуру нарисованной буквы, перед тем как взяться за чекан, высверливают глухие отверстия на глубину, соответствующую предстоящему занижению общего фона (поля) пуансона. Диаметр сверла выбирают в зависимости от размера внутреннего поля – он не должен превышать этот размер. При гравировке мелких шрифтов сверловка не требуется, за исключением некоторых знаков.
Выборка сверлом лишнего металла облегчает последующую обработку чеканами внутреннего контура буквы и предотвращает нежелательный наклеп, влекущий за собой искажение рисунка отдельных ее элементов, а порой и всей буквы. Поэтому набивку чеканом следует производить постепенно, в несколько приемов, так как после нескольких несильных ударов по хвостовику рабочую часть чекана необходимо вынимать из углубления и удалять оттуда часть металла штихелями.
При изготовлении таких букв, как З, О, С, а также цифр 2, 6, 8, 9 для занижения внутреннего контура, имеющего круглую форму, применять чеканы вообще нет необходимости, так как металл можно просто высверлить подходящими по диаметру сверлами.
Наружный контур буквы лучше всего обрабатывать зубильцами и сечками с последующей подчисткой заниженного фона штихелями и бархатным напильником. Начинать работу следует прежде всего с занижения металла заранее намеченных участков рисунка буквы (рис. 26, в), что позволяет в дальнейшем точно выдерживать заданные размеры гравируемого знака.
Для достижения заданной толщины обводки рабочих гребешков полученной выпуклой буквы с наружной ее стороны по всему контуру начисто проходят штихелем, подчищая оставшиеся незамеченными неровности. Для этого удобнее всего пользоваться плоским штихелем.