Одним из рациональных решений является горячая О. ш. в разъёмных матрицах, т. е. в штампах с 2 или несколькими плоскостями разъёма, чаще всего на горизонтально-ковочных машинах. Матрицы этих штампов не имеют уклонов, в них можно штамповать даже поковки, расширяющиеся ко дну матрицы. В разъёмных матрицах можно также вести штамповку на гидровинтовых и кривошипных прессах. Поковки для одной и той же детали можно получить методами горячей О. ш. как на молоте, так и на прессе. В этих двух случаях заготовки будут внешне отличаться, иметь разные припуски (рис. 2).
О. ш. применяется как однопереходный процесс для получения простейших поковок и многопереходный — для деталей сложных форм. При многопереходной О. ш. производят подготовительной операции (т. н. фасонирование заготовок), а затем осуществляют окончательную штамповку. Многопереходную О. ш. производят с использованием средств механизации или на автоматах, на гидравлических прессах с усилием 750 Мн, молотах с массой падающих частей до 20—25 тс, кривошипных горячештамповочных прессах с усилием до 80 Мн, на автоматах для одно- и многопозиционной штамповки, на прессах холодного выдавливания, машинах для раскатки, ковочных вальцах и др. специализированном оборудовании. При штамповке на гидровинтовых прессах и высокоскоростных молотах можно получать поковки с тонкими сечениями. На многопозиционных холодно- и горячештамповочных автоматах осуществляется О. ш. изделий с наибольшими диаметрами: при холодной штамповке до 50 мм с производительностью до 500 шт./мин, при горячей — до 120 мм с производительностью до 70 шт./мин.
Штампы — точный, сложный и дорогой инструмент, поэтому применение О. ш. целесообразно главным образом в крупносерийном и массовом производствах.
Перспективы дальнейшего развития О. ш. определяются расширением применения штампов для горячей малоотходной штамповки и конструированием мощного оборудования для холодной штамповки, а также внедрением новых процессов деформации металлов с использованием явлений сверхпластичности, применением гидростатических методов и др.
Лит. см. при ст. Кузнечно-штамповочное производство.
Я. М. Охрименко, Г. А. Навроцкий.
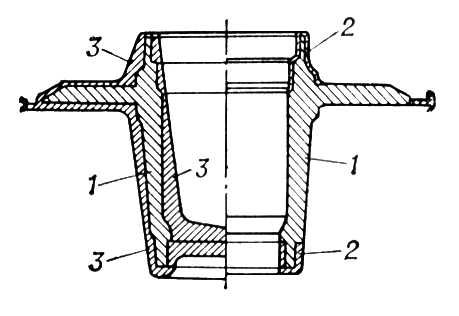
Рис. 2. Поковка, левая часть которой получена на молоте, правая — на прессе: 1 — деталь (готовое изделие) после обработки; 2 — припуск на обработку на поковке, получаемой на прессе; 3 — припуск на поковке, штампуемой на молоте.
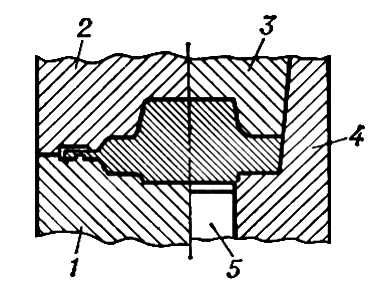
Рис. 1. Условная схема штампа для объёмной штамповки: 1 — нижняя половина; 2 — верхняя половина; 3 — пуансон; 4 — матрица; 5 — выталкиватель.
Объёмного сжатия модуль
Объёмного сжа'тия мо'дуль, отношение величины равномерного всестороннего давления к величине относительного объёмного сжатия, вызванного этим давлением (см. Модули упругости).
Объёмный анализ
Объёмный ана'лиз, совокупность методов химического количественного анализа, основанных на измерении объёмов для установления концентрации (содержания) определяемого вещества. К объёмным методам анализа относят распространённые в лабораторной практике различные варианты титриметрического анализа, основанного на измерении объёма израсходованного раствора реагента известной концентрации, необходимого для достижения точки эквивалентности. Иногда титриметрические методы не совсем точно отождествляют с объёмными методами. К О. а. относят также многие методы газового анализа, когда при выполнении определения измеряют объём какого-либо поглотившегося или выделившегося газа. Имеются методы О. а., основанные на измерении объёма осадков, например количество серы в чугуне можно определять по объёму осадка сульфата бария в градуированной центрифужной пробирке. Количество вещества определяют по объёму полученного осадка в ультрамикрохимическом анализе, когда взвешивание затруднено или невозможно.
Лит.: Кольтгоф И. М., Стенгер В. А., Объемный анализ, пер. с англ., т. 1—2, М., 1950—52; Объемный анализ, пер. с англ., т. 3, М., 1960; Берка А., Вултерин Я., Зыка Я., Новые ред-окс-методы в аналитической химии, пер. с чеш., М., 1968.
А. И. Бусев.
Объёмный заряд
Объёмный заря'д, то же, что пространственный заряд.
Объёмный резонатор
Объёмный резона'тор, колебательная система сверхвысоких частот, аналог колебательного контура; представляет собой объём, заполненный диэлектриком (в большинстве случаев воздухом) и ограниченный проводящей поверхностью либо пространством с иными электрическими и магнитными свойствами. Наибольшее распространение имеют полые О. р. — полости, ограниченные металлическими стенками. Форма ограничивающей поверхности О. р. в общем случае может быть произвольной, однако практическое распространение (в силу простоты конфигурации электромагнитного поля, простоты расчёта и изготовления) получили О. р. некоторых простейших форм. К ним относятся круглые цилиндры, прямоугольные параллелепипеды, тороиды, сферы и др. Некоторые типы О. р. удобно рассматривать как отрезки полых или диэлектрических волноводов (см. Радиоволновод), ограниченные двумя параллельными плоскостями.
Задача о собственных колебаниях электромагнитного поля в О. р. сводится к решению Максвелла уравнений с соответствующими граничными условиями. Процесс накопления электромагнитной энергии в О. р. можно пояснить на следующем примере: если между двумя параллельными отражающими плоскостями каким-либо образом возбуждается плоская волна, распространяющаяся перпендикулярно к ним, то при достижении одной из плоскостей волна полностью отразится от неё. Многократное отражение от обеих плоскостей приводит к образованию волн, распространяющихся в противоположных направлениях и интерферирующих друг с другом. Если расстояние между плоскостями L = nl/2 (l — длина волны, а n — целое число), то интерференция волн приводит к образованию стоячей волны (рис. 1), амплитуда которой при многократном отражении сильно возрастает; в пространстве между плоскостями будет накапливаться электромагнитная энергия, подобно тому, как это происходит при резонансе в колебательном контуре.
Свободные колебания в О. р. при отсутствии потерь энергии могут существовать неограниченно долгое время. Однако в действительности потери энергии в О. р. неизбежны. Переменное магнитное поле индуцирует на внутренних стенках О. р. электрические токи, которые нагревают стенки, что и приводит к потерям энергии (потери на проводимость). Кроме того, если в стенках О. р. есть отверстия, которые пересекают линии тока, то вне О. р. возбуждается электромагнитное поле, что вызывает потери энергии на излучение. Помимо этого, есть потери энергии в диэлектрике (см. Диэлектрические потери) и потери за счёт связи с внешними цепями. Отношение энергии, запасённой в О. р., к суммарным потерям в нём за период колебаний, называется добротностью О. р. Чем выше добротность, тем лучше качество О. р.
По аналогии с волноводами типы колебаний в О. р. классифицируются по группам в зависимости от того, имеет ли пространственное распределение электромагнитного поля осевые или радиальные (поперечные) компоненты. Колебания типа Н (или ТЕ) имеют осевую компоненту лишь магнитного поля; колебания типа Е (или ТМ) обладают осевой компонентой только электрического цоля. Наконец, у колебаний типа ТЕМ ни электрическое, ни магнитное поля не имеют осевых компонентов. Примером О. р., в котором могут возбуждаться колебания ТЕМ-типа, может служить полость между двумя коаксиальными проводящими цилиндрами, ограниченная с торцов плоскими проводящими стенками, перпендикулярными оси цилиндров.