«Нужно сделать так, — рассуждал я, — чтобы конусное кольцо ходило по притиру, по всей его длине с постоянным напряжением, как если бы оно было не конусным, а цилиндрическим».
Решение оказалось настолько простым, что я потом удивлялся, как раньше до этого не додумался.
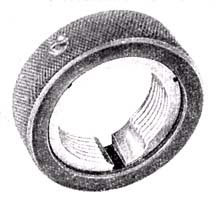
Теперь резьбовой притир для доводки конусных калибровых колец выглядит так, как показано выше на рисунке.
Перед нарезанием резьбы на притире в нем сверлят два отверстия под шпильки. После нарезки резьбы притир на фрезерном станке разрезают вдоль. В одну половинку притира запрессовывают две шпильки, на которые со скользящей посадкой надевается подвижная половинка. В образовавшийся от разрезки фрезой зазор закладывается эластичная (резиновая) прокладка такого размера, чтобы она сидела на шпильках, не выступая за внутренний диаметр резьбы (вместо резины можно использовать две пружины, надетые на шпильки).
Доводка ведется не толчками, а непрерывно. Кольцо, которое доводчик держит правой рукой, навинчивается на тонкий конец притира, и станок пускается на прямой ход; кольцо начинает двигаться по притиру к наибольшему диаметру, сжимая эластичную прокладку и сближая половинки притира. Взвесь абразива, которой смазаны обе части притира, увеличивает его трения по резьбе кольца и снимает с нее припуск.
После переключения станка на обратный ход кольцо идет к тонкому концу притира, а резиновая прокладка (или пружины, надетые на шпильки) разжимает обе части притира, поддерживая необходимый для доводки напряженный контакт резьбы притира и кольца.
Сейчас резьба на кольце доводится быстро и получает зеркальный блеск, так как кольцо ходит под напряжением по всей длине притира. Никакой «лощины» на притире не образуется, и конус резьбы калибра получается правильным; у доводчика перестает болеть правая рука; мотор доводочного станка не перегревается, так как теперь не нужно множество раз и моментально переключать его с прямого на обратный ход.
Примерно половина всех отрицательных явлений, относящихся к доводке конусных резьбовых колец, сопутствовала и доводке гладких конусных калибров (втулок типа конусов Морзе). Применение нового притира в виде двух гладких половинок конуса облегчило процесс доводки и гладких конусных калибров-втулок, улучшило качество поверхности и точности угла конуса.
Работая над кольцами Бриггса, я решил попробовать применить свой притир для доводки резьбовых калибров-пробок и, как только покончил с кольцом, эту идею осуществил.
Для измерения и периодического контроля среднего (основного) диаметра резьбы калибрового кольца необходимы контрольные калибры-пробки. Обычно такие калибры делались на резьбошлифовальных станках сразу в размер, и резьба на них не доводилась притирами. Эта неправильная технология сразу бросалась в глаза.
В самом деле, что получалось в результате такой технологии? Допуск по среднему диаметру резьбы контрольного резьбового калибра составляет всего 0,004-0,006 мм, «поймать» его резьбошлифовщику весьма трудно, поэтому много калибров шло в брак. Но и те, которые случайно получались в размере, были весьма низкого качества и очень недолговечны.
Даже самый лучший резьбошлифовальный станок оставляет на профиле резьбы мельчайшую «дробь». Величина этих неровностей ничтожно мала — всего 1-2 микрона, но ведь это резьба! На одной плоскости резьбы бугорок в 1 микрон, на второй — 1 микрон, вот уже 2 микрона. Но калибр-то круглый! Значит, с другой стороны-тоже «дробь» в 2 микрона! Итого уже 4 микрона. А весь допуск — тоже 4 микрона!
Хорошо, если удалось попасть в верхний предел допуска, тогда калибр еще успеет проверить несколько калибровых колец, не выйдя из размера. А если попал в нижний допуск? Тогда при первом же свинчивании калибра с каленым кольцом эти микроскопические бугорки сразу «слетают», и контрольный калибр можно выбросить — он уже ниже допуска.
Массовое изготовление шлифованных контрольных калибров меня и удивляло и возмущало. Кроме того, подгонка калибрового кольца по шлифованному контрольному калибру — дело весьма затруднительное. Все эти мельчайшие бугорки «дроби», ничтожные погрешности шага, невидимые отклонения угла резьбы, некоторая эллипсность калибра, неизбежная даже при самом тщательном шлифовании резьбы, — все это нарушало плавность свинчивания. Понятно, как токари-лекальщики мучились с каждой партией резьбовых калибровых колец.
Допуск на резьбу самого калибрового кольца составляет 10-14 микрон, поэтому «запороть» кольцо по таким контрольным калибрам — весьма обычное дело.
Многочисленные опыты, отраженные в технической литературе, давно уже показали, что доведенные контрольные калибры, помимо ликвидации всех этих бед, имеют срок службы в 6 раз больший, чем шлифованные калибры, а стоят они только в 1,5 раза дороже шлифованных. Однако, когда я показал эту литературу мастерам и технологам цеха, они в один голос заявили, что все это хорошо только в книжках, а на деле ничего не выходит.
— Пробовали уже доводить контркалибры — ничего не вышло. Ну как ты доведешь калибры УНЕ, КНЕ, КИНЕ? — наступали они на меня. — У них площадка по наружному диаметру резьбы три — шесть сотых миллиметра! Нарежут ребята притир, он сядет на эту площадку и трет ее, а средний диаметр, тот, что надо доводить, и не трогает! По наружному диаметру калибр уже брак, а по среднему — еще доводить надо. Пробовали и бросили.
Моя идея была проста, как апельсин: то, что я сделал для получения внутренней резьбы колец Бриггса, надо сделать для наружной резьбы контрольных калибров. И я рискнул — пошел против технического отдела и против мастеров. Конечно, кое-кто стал смотреть на меня косо.
Я понимал, что изменить технологию будет трудно. Пошел к начальнику цеха Алексею Михайловичу Строеву. Сам в недавнем прошлом слесарь-лекальщик, Строев сразу понял идею, оценил ее выгоды и сказал:
— Контрольные калибры будем доводить твоим методом, а за нормаль резьбы Бриггса — спасибо! Где твое предложение?
Я сказал,что в техотделе. Через несколько дней Строев подошел к моему станку и сказал:
— Твоя технология утверждена вопреки протестам техотдела, а за предложение получишь 1000 рублей (это было еще по старым ценам) — оно признано техническим усовершенствованием.
Кроме Строева вряд ли кто в цехе понял тогда сущность полуходового притира, но выгода его была налицо.
Я заметил, что токари-лекальщики — старожилы завода — иногда подсматривают за мной, когда я нарезаю на станке новый притир, а потом собираются вместе и обсуждают — как же его нарезать? Воспитанные на старых традициях, они, видимо, ду мали, что я «зажму» секрет изготовления притира и один буду извлекать из этого какие-то выгоды. Поэтому они даже не пытались расспросить меня. Невольно вспомнился ленинградский завод «Пневматика», где я сам исподтишка подсматривал за работой отличнейших лекальщиков Зайко и Дмитриева и не решался ничего у них спросить, будучи уверен, что они все равно ничего мне не расскажут.
Но я не делал тайны из своего метода. Сперва показал, как надо нарезать новые притиры токарю А. Савину, потом токарю В. Максимову, потом В. Корытцеву. Они быстро освоили новые приемы и по сей день, при надобности, успешно пользуются ими. С 1952 г. все контрольные резьбовые калибры на нашем заводе выпускаются только с доведенной резьбой. Долговечность их возросла в 6 раз, и, естественно, требоваться их стало гораздо меньше.
В настоящее время притир с полуходовой резьбой известен токарям-лекальщикам многих заводов нашей страны.