Я понимал, что мудровать над тем, как нарезать чугунный притир с резьбой по внутреннему диаметру до теоретического острия, бессмысленно. Нужно было принципиально новое решение. Оно пришло не сразу, а после довольно мучительных поисков. Надо сказать, что и это, и все последующие технические усовершенствования и изобретения рождались, что называется, в муках.
В данном случае дело осложнялось тем, что механический цех завода ждал от меня калибров, чтобы начать серийное изготовление деталей, а я топтался на месте и не мог решить задачу, на первый взгляд не такую уж и сложную.
Мой рабочий престиж висел на волоске: ведь на заводе я один имел 8-й разряд и больше обращаться было не к кому.
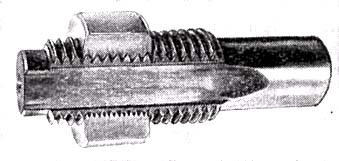
Несколько вечеров я ломал голову и в конце концов создал новый вид резьбового притира — притир с полуходовой резьбой. Чтобы его понять, надо знать, что такое шаг резьбы и что такое ход резьбы. Шаг — это расстояние между соседними нитками резьбы, а ход резьбы — расстояние, на которое перемещается гайка вдоль винта при повороте на один оборот.
В обычной одноходовой резьбе шаг равен ходу. Если резьба имеет два захода (двухзаходная) — то ход равен двум шагам резьбы, если три захода — то трем шагам, и т.д.
Новый притир имел полуходовую резьбу. На первый взгляд это кажется невероятным: притир имеет резьбу с шагом 3 мм, а на него легко и плавно навинчивалось кольцо с шагом 1,5 мм. Ведь всем токарям известно, что если резьба на кольце будет с шагом не 3 мм, а хотя бы 2,9 мм, то оно никогда не навернется на резьбу с шагом 3 мм. А тут разница в шагах не 0,1 мм, а целых 1,5 мм, — и резьба хорошо свинчивается!
Однако такой, казалось, загадочный притир имеет большие преимущества. Притир нарезался не остроносым резцом, а резцом с площадкой у вершины, почти равной шагу резьбы. Так, при нарезке резьбы с шагом 1,5 мм площадка резца составляла 1,3 мм. Такая широкая площадка (вместо острия) позволяла брать при нарезании большие стружки без опасения, что у резца притупится острие. Нарезка выполняется следующим образом.
Токарный станок, оснащенный откидным верхним суппортом, настраивают на шаг резьбы калибра. На притире фрезеруют произвольно одну канавку. Резьбовой резец с площадкой у вершины, равной шагу резьбы минус 0,2 мм, вводят в канавку и, пройдя по шагу один оборот, прорезают в притире винтовую канавку шириной на 0,2 мм меньше шага резьбы. После этого резец отводят, откидывая верхний суппорт, и притир делает один оборот вхолостую. При следующем обороте резец опять вводят в канавку притира и нарезают вторую винтовую канавку, которая отстоит от первой на два шага резьбы калибра.
Таким образом, в результате чередования холостых и рабочих оборотов притира получают витки резьбы, отстоящие друг от друга на два шага резьбы, поставленной на станке.
При доводке калибрового кольца таким притиром внутренняя площадка профиля резьбы никогда не соприкасается с телом притира, она всегда «висит» над дном резьбы притира, и последний доводит кольца только по плоскостям резьбы, постепенно уменьшая ширину площадки до теоретического острия.
Доводка идет быстро, кольцо никогда не заедает и не дает засорений, так как отработанный абразив и чугунная пыль, отделяющиеся от притира, находят себе место в пустом пространстве, образованном срезанной ниткой.
После доводки плоскостей резьбы и получения острия на ее внутреннем диаметре гладким конусным притиром делается требуемая площадка.
Почему называется «притир с полуходовой резьбой»? При двухходовой резьбе гайка, навернутая на винт, перемещается вдоль за один оборот на расстояние двух шагов, а в моей полуходовой резьбе гайка перемещается за один оборот только на полшага резьбы винта.
Созданием такого на первый взгляд нелепого притира была решена проблема калибрового хозяйства для ноной нормали. Механический цех получил новые калибры и стал серийно выпускать штуцера. Течь в гидросистемах прекратилась, и больше по этому поводу жалоб никогда не было.
Впоследствии мне удалось еще более усовершенствовать притир для доводки конусных резьбовых колец. Надо сказать, что изготовление конусных резьбовых калибров (пробок и колец) любых наименований — одна из наиболее сложных инструментальных работ.
К нам на завод постоянно приезжают инструментальщики с различных предприятий страны, и многие — для того, чтобы ознакомиться с новыми конусными притирами. Обычно гости просят дать хоть один для образца. Приходится давать, а для себя делать новые. Ввиду интереса специалистов к этому небольшому новшеству, я считаю полезным рассказать и о нем.
Эта идея родилась так: я получил заказ на изготовление довольно большой партии конусных резьбовых калибровых колец для контроля балонной резьбы с углом 3°26’47''.
Когда я приступил к операции доводки, то после третьего кольца у меня заболели кисть и локоть правой руки, которой приходится держать кольцо. Доводка (т. е. съем на плоскостях резьбы припуска, оставленного для термообработки) обычного цилиндрического резьбового кольца происходит при движении кольца по всей длине притира. Притир внутри имеет конусное отверстие и сидит на гладкой конусной оправке. Притир имеет один продольный разрез, благодаря чему немного разжимается, т.е. в процессе работы может увеличиваться по диаметру, а следовательно, внутри резьбы доводимого кольца он двигается всегда с напряжением. Намазанный абразивной пастой, притир довольно быстро снимает припуск на резьбе кольца и придает ей зеркальный блеск.
Притир зажимается в патроне доводочного станка, а доводчик держит правой рукой обрабатываемое кольцо, не давая ему провернуться вместе с притиром. По мере увеличения диаметра кольца доводчик поджимает притир на конусной оправке, создавая постоянный напряженный контакт между резьбами кольца и притира.
При доводке конусного резьбового кольца картина процесса резко меняется: съем припуска на резьбе происходит не непрерывно, а только в момент захлеста кольца на резьбе притира. В этот момент рука доводчика испытывает сильное мгновенное напряжение из-за необходимости моментально остановить кольцо от проворачивания его в руке; доводчик должен сейчас же переключить мотор станка на обратный ход и опять сильно сжать рукой вращающееся вместе с притиром кольцо, чтобы сорвать его с захлестнувшей его резьбы притира, а затем опять повторить все сначала, моментально переключив станок на прямой ход. В общем, эта операция доставляет много неприятностей рабочему-доводчику.
Надо иметь в виду, что кольца по наружному диаметру имеют крупную накатку, которая при частом проворачивании кольца стирает кожу с ладони, а постоянный напряженный сжим и разжим кисти вызывает болезнь локтевого сустава — эпиканделит. Как и другие доводчики, я тоже болел этой болезнью по нескольку недель, и это случалось обычно после доводки конусных резьбовых колец.
Кроме напряженного физического труда доводка таких колец обычными притирами связана с рядом других чисто производственных отрицательных моментов. Очень трудно сохранить при доводке правильный угол конуса резьбы, так как кольцо, все время захлестываясь на одном и том же месте резьбы притира, «выкапывает», как говорят доводчики, на этом месте «лощину», и поэтому кольцо, упираясь в бугор после лощины, доводится очень медленно и без должного класса чистоты, так как непрерывного доводочного трения не получается. Ни о каком зеркальном блеске на резьбе не может быть и речи.
Доводочный станок приходится переключать с прямого на обратный ход прямо-таки молниеносно (иначе вообще никакой доводки не получится). От этого сильно перегревается, а случается, что и перегорает мотор станка. В общем, работа эта несладкая во всех отношениях, и все из-за притира. Вот я и решил еще раз изменить его.