Восстановление крейсера «Молотов» было произведено с использованием кормовой оконечности недостроенного крейсера «Фрунзе», причем работы в доке потребовали около четырех месяцев, ремонт же был закончен почти через год после получения повреждения. Восстановление крейсера без использования оконечностей недостроенного крейсера по условиям того времени затянуло бы ремонт на неопределенное время — скорее всего до окончания военных действий.
Недостаток производственных мощностей и судоподъемных средств, большая загрузка предприятий различными работами, крупные аварийные повреждения кораблей, для ликвидации которых давались короткие сроки, целый ряд других срочных заданий, отсутствие необходимого судового оборудования и материалов, — все это заставило предприятия и ремонтные органы на флотах изменить обычные методы работы, решать по-новому технические и производственные вопросы, и до некоторой степени рисковать, так как опыт в применяемых новых методах работ отсутствовал.
Например, для восстановления кормовой части крейсера «Молотов», оторванной по 262 шпангоут, использовали корму недостроенного крейсера «Фрунзе», которую присоединили к корпусу «Молотова» в плавучем доке. Такие работы вполне успешно выполнялись на Балтике и дали значительный эффект в сокращении сроков восстановления аварийных кораблей. Все вроде понятно — только вот не было в то время на Черном море плавучего дока, способного принять крейсер.
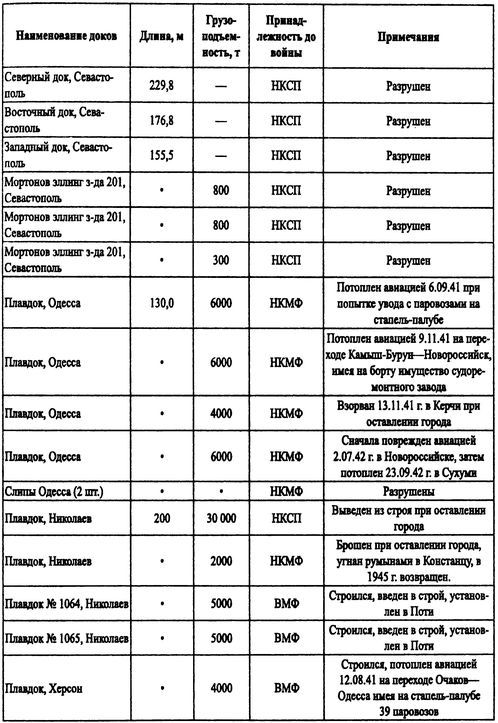
Таблица 10
Доковые средства на Черноморском театре
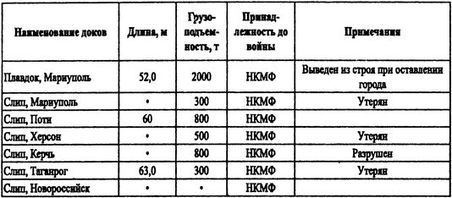
В этих условиях применили так называемое неполное докование в плавучем доке грузоподъемностью 5000 т. Их сохранилось два, и они строились с учетом возможности соединения их между собой, но для этого требовались большие работы продолжительностью до трех месяцев. Кроме того, соединение доков и постановка в док аварийного крейсера лишали бы флот последних доковых ресурсов. Поэтому крейсера ставились в плавучий док с дифферентом, при значительном свесе носовой оконечности, достигавшем 50–80 м; при этом частично использовалась собственная плавучесть крейсера, что позволяло осушить его кормовую оконечность. При необходимости осушить большой район крейсера на стапель-палубе дока устанавливалась шлюзовая переборка между башнями дока и бортами корабля и откачивалась вода из полученного таким образом шлюзового объема на стапель-палубе.
Таким методом продоковали в 1942–1943 гг. крейсера «Красный Кавказ» и «Молотов», недостроенный крейсер «Фрунзе», а в 1944 г. произвели очередное докование крейсера «Красный Крым». Подобные операции потребовали точных расчетов нагрузки дока, его дифферентовки, расчетов остойчивости системы док-корабль, расчетов прочности кораблей в опасных сечениях, а также конструктивных разработок различных деталей и приспособлений для практического осуществления этого метода докования.
В связи с большим количеством аварийных кораблей и недостатком доков положение с докованием кораблей всегда оставалось критическим. В январе и феврале 1942 г. нуждались в очередном доковании 62 единицы, кроме того, требовалось продоковать 30 аварийных кораблей при наличии в Поти всего двух действующих плавучих доков по 5000 т и примитивного слипа грузоподъемностью в 500 т. Большая потребность в доках для восстановления поврежденных кораблей усугублялась необходимостью докований подводных лодок почти после каждого длительного похода для подготовки их к следующим походам. Поэтому в плавучие доки ставилось одновременно по пять-шесть объектов, что требовало для рассредоточения нагрузки на стапель-палубу дока более широких клеток и очень внимательного проведения операции по подъему и спуску кораблей.
Неполное докование: крейсер «Красный Кавказ»
Недостаток судоподъемных средств восполнялся широким применением кессонов. С их помощью выполнено много важных и больших по объему корпусных работ и работ по гребной системе: исправление форштевней эсминца «Железняков», крейсера «Молотов», сторожевого корабля «Шторм», заделка пробоин на крейсере «Ворошилов». Кессон для ремонта лидера «Харьков» изготовили за 13 дней (было занято 24 корпусника и 20 матросов). В дальнейшем на ЧФ пошли по пути изготовления стальных сварных кессонов постоянного назначения: для разных кораблей или частей корпуса менялся контур той части кессона, которая прилегала к наружной обшивке поврежденного корабля. Для ремонта оконечностей подводных лодок применялась дифферентовка, подъем с помощью плавкранов, в Феодосии оборудовали простое подъемное устройство.
В качестве примера можно привести исправление носа крейсера «Молотов», который имел деформацию форштевня, рельса параванной тележки на длине 5 м и прилегающей обшивки и набора. Кессон установили 26 мая 1942 г., форштевень и рельс сняли и правили в мастерской, набор правился на месте, часть листов заменили новыми. При круглосуточной работе в две смены работу завершили 9 июня 1942 г. При выполнении работ пришлось удалять листы обтекателя носа и до 10 т цемента между обтекателем и листами обшивки.
Применение кессонов, помимо того, что разряжало общее напряженное положение с доками, имело некоторые преимущества с точки зрения сохранения готовности кораблей, не требовало освобождения их от топлива и боезапаса, сохраняло полностью условия обитаемости для личного состава. Во многих случаях исправление повреждений с помощью кессонов требовало меньше материалов и рабочей силы, чем постановка корабля в док, в особенности при наличии типовых универсальных кессонов, которые легко подгонялись к обводам поврежденных кораблей.
Неполное докование крейсеров Черноморского флота
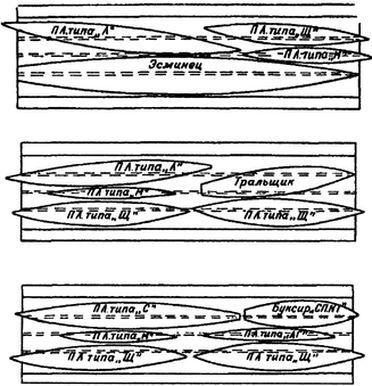
Варианты загрузки стапель-палубы плавучего дока Черноморского флота грузоподъемностью 5000 т
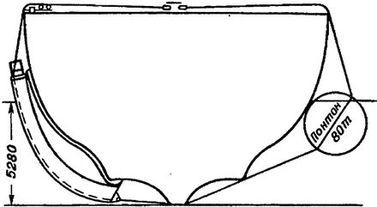
Схема заводки кессона на крейсере «Ворошилов»
Одним из способов ускорения аварийного ремонта (ликвидации больших и мелких повреждений) являлась электро- и автогенная сварка. На всех предприятиях, плавбазах и даже отдельных кораблях имелись сварочные аппараты типа САК-2, которые применялись в корабельных условиях даже личным составом. Сварка широко использовалась судоремонтными предприятиями для восстановления разрушенных частей корпуса и деталей судовых устройств и механизмов: сварка фор- и ахтерштевней, рулей, приварка крупных частей лопастей гребных винтов, наварка шеек валов, литых деталей машин. Ограниченные поставки промышленностью гребных валов, винтов, баллеров рулей и частые их повреждения вынуждали прибегать к ремонту, который в мирное время просто не производился: получила распространение правка погнутых валов, винтов и баллеров рулей горячим и холодным способами. Термическая правка гребных валов, ранее считавшаяся невозможной, впервые была применена при ремонте крейсера «Красный Кавказ» и эсминца «Беспощадный».
В 1942 г. в Севастополе при ремонте подводной части корабля прибегли к помощи водолазов. Это способ в дальнейшем получил широкое распространение под названием «подводный судоремонт». Были освоены подводная сварка и резка металла и успешно выполнялись такие работы, как обрезка рваных кромок пробоин, постановка заплат, электрозаклепок, заварка швов и пазов, работы у рулей, винтов и кингстонов. Эти работы выполнялись водолазами, обученными сварочному делу, иногда сварщиками, получившими водолазную специальность. В 1942 г. на ЧФ создали водолазно-сварочную станцию, главной задачей которой являлись ремонтные работы по подводной части кораблей. В 1943 г. этот способ стал применяться на всех флотах и флотилиях. Выявилась также и экономичность применения этого способа.