Валка
Ва'лка, город, центр Валкского района Латвийской ССР. Расположен на границе Эстонской ССР и Латвийской ССР, к нему примыкает г. Валга (Эстонская ССР), составляя, по существу, один город с В. 6,4 тыс. жителей (1969). Деревообработка. Впервые упоминается в 13 в., город — с 1920.
Валка леса
Ва'лка ле'са, одна из операций лесозаготовительного процесса. Заготовка деловой и дровяной древесины начинается с валки деревьев. В. л. предшествуют подготовительные работы: строятся подъездные пути лесовозной дороги, оборудуется погрузочный пункт, прокладываются волоки для подвозки (трелёвки) древесины, лесосеки разбиваются на отдельные делянки. Для безопасности условий труда лесосеки расчищают от сухостойных и зависших деревьев. Наиболее передовой и распространённой формой организации лесосечных работ является малая комплексная бригада, выполняющая, кроме В. л., трелёвку древесины к лесовозной дороге, а иногда и обрезку сучьев. Погрузка древесины на подвижной состав выделяется, как правило, в самостоятельную операцию.
Валка деревьев начинается с подпила (подруба) со стороны направления валки на глубину 1 /3 — 1 /4 диаметра дерева с образованием вырезки-ломтя (рис. 1 ). Спиливают деревья в плоскости верхней кромки подпила со стороны, противоположной направлению валки. Такая техника В. л. исключает сколы деревьев, безопасна, обеспечивает строгую направленность падения деревьев. Сталкивание дерева облегчается применением гидроклиньев, приводимых в действие бензиномоторными пилами (рис. 2 ). Иногда для этой цели применяются валочные рычаги и лопатки. Деревья валят с таким расчётом, чтобы максимально сохранить жизнеспособный подрост в лесу, а также облегчить обрезку сучьев и набор пачек для трелёвки.
Для В. л. применяют бензиномоторные пилы одиночного управления с консольным цепным пильным аппаратом. Наиболее распространена пила «Дружба», имеющая мощность двигателя 2,9—3,7 квт (4—5 л. с. ) и массу в заправленном состоянии; 13,6 кг . Рама пилы снабжена устройством, снижающим вибрацию на рукоятках до уровня санитарных норм. Бензиномоторная пила «Урал» (рис. 3 ) при той же массе имеет мощность двигателя 4 ± 0,37 квт (5,5 ± 0,5 л. с. ), повышенную скорость пиления и автоматическую смазку пильной цепочки. Наряду с переносными моторными пилами на В. л. применяют валочно-трелёвочные машины .
Лит.: Сиротов И. И., Сирогов В. Н., Масленков ф. Н., Лесоэксплуатация, М., 1962; Полищук А. П., Валка леса, М., 1964.
Г. К. Ступнев.

Рис. 2. Валка дерева с применением гидроклина.
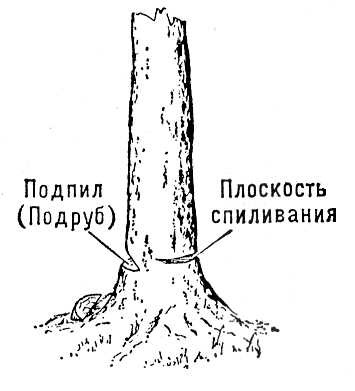
Рис. 1. Валка дерева с подпилом ствола.
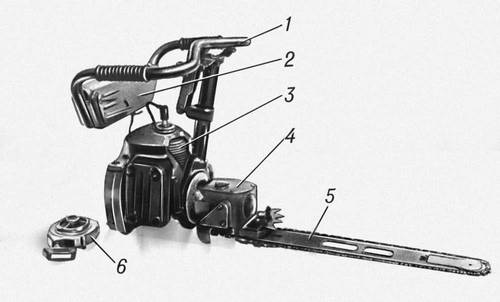
Рис. 3. Бензиномоторная пила «Урал»: 1 — рукоятка; 2 — бензобак; 3 — двигатель; 4 — редуктор; 5 — пильный аппарат; 6 — съёмный стартёр.
Валка сукна
Ва'лка сукна', процесс отделки суконных тканей, в результате которого увеличиваются плотность, мягкость ткани, образуется застил поверхности, улучшаются теплоизоляционные свойства и внешний вид. В. с. производится на цилиндрической сукновальной машине под воздействием давления на сукно. При В. с. волокна взаимно перемещаются в смоченной мыльным или кислым раствором ткани. Длительность В. с. 2—5 ч при 40°С, усадка 10—30% по длине, 20—45% по ширине В зависимости от типа ткани. Гребенные ткани только слегка подваливают («фулеруют») 20—40 мин .
Валки
Ва'лки, город, центр Валковского района Харьковской области УССР. Расположен на р. Мжа (бассейн Дона), в 12 км от ж.-д. станции Ковяги, на шоссе Харьков — Киев, в 55 км к Ю.-З. от Харькова. 7,2 тыс. жителей (1968). Производство стройматериалов (кирпич, шлакоблоки, бетонные кольца). Мебельная, швейная фабрики. Основан в 1646.
Валки прокатные
Валки' прока'тные, рабочий орган (инструмент) прокатного стана . В. п. выполняется основная операция прокатки — деформация (обжатие) металла для придания ему требуемых размеров и формы. В. п. состоят из трёх элементов (рис. ): бочки, двух шеек (цапф), приводного конца валка («трефа»). В. п. делятся на листовые и сортовые. Листовые применяют для прокатки листов, полос и ленты; бочка у этих валков цилиндрическая либо слегка выпуклая или вогнутая; такие валки называют также гладкими. Сортовые служат для прокатки фасонного (сортового) металла (круглого и квадратного сечения, рельсов, двутавровых балок и др.); на поверхности бочки этих В. п. делают углубления, соответствующие профилю прокатываемого металла. Эти углубления называют ручьями (ручьи двух В. п. образуют калибры), а В. п. — ручьевыми (калиброванными).
Основные размеры В. п. (диаметр и длина бочки) зависят от сортамента прокатываемой продукции. Диаметр В. п. для горячей прокатки составляет от 250—300 мм (прокатка проволоки) до 1000—1400 мм (прокатка блюмов и слябов). Для холодной прокатки применяют В. п. диаметром от 5 мм (на 20-валковых станах при прокатке фольги) до 600 мм (на 4-валковых станах при прокатке тонких полос).
В. п. чугунные твёрдостью 35—45 единиц по Шору (изготавливаются отливкой в глиняные формы) наиболее дешёвые и применяются при горячей прокатке мягкой полосовой стали; чугунные В. п. твёрдостью 55—75 единиц по Шору (изготавливаются отливкой в металлической формы — кокили) — на листовых станах и чистовых клетях сортовых и проволочных станов; легированные (хромом, никелем, молибденом) чугунные В. п. твёрдостью 40—70 единиц по Шору — на сортовых рельсобалочных и тонколистовых станах горячей прокатки; стальные В. п. — на блюмингах, слябингах, обжимных клетях сортовых станов и на станах холодной прокатки. Рабочие В. п. небольших многовалковых станов, а также станов для плющения проволоки из высокопрочных сталей изготовляют из керамических твёрдых сплавов типа карбида вольфрама (с добавкой кобальта); износостойкость таких валков в 30—50 раз выше, чем стальных легированных. Износостойкие и прочные В. п. для сортовой и листовой прокатки получают наплавкой их поверхности твёрдыми и сверхтвёрдыми сплавами.
Изношенные В. п. восстанавливают переточкой на вальцетокарных станках или перешлифовкой (валки листовых станов) на вальцешлифовальных станках.
Лит.: Целиков А. И., Смирнов В. В., Прокатные станы, М., 1958; Королев А. А., Механическое оборудование прокатных цехов, 2 изд., М., 1965.
П. И. Полухин.
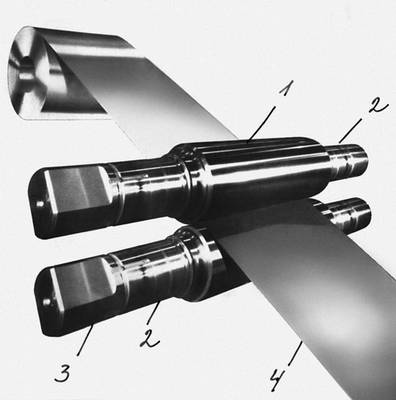
Прокатные валки листовые: 1 — бочка; 2 — шейки; 3 — приводной конец; 4 — прокатываемый металл (полоса).