3. Клапанный паровой двигатель
Маленький действующий паровой двигатель легко построить, имея самые простые инструменты и материалы.
Эта модель отличается от всех других моделей паровых двигателей тем, что вместо золотника она имеет впускной клапан (см. таблицу 32, слева, вверху).
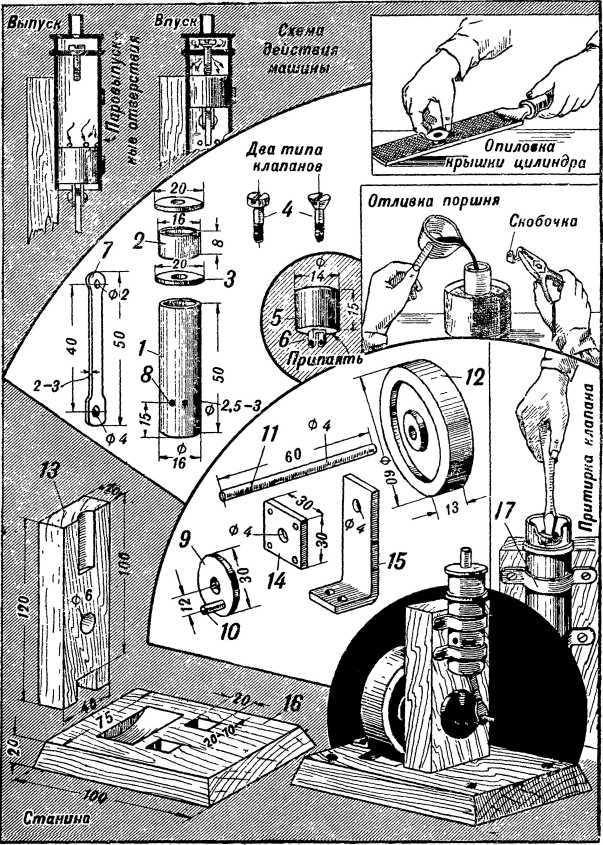
Таблица 32. Клапанный паровой двигатель. 1 — цилиндр; 2 — кольцо клапанной коробки; 3 — цилиндровая крышка; 4 — клапан; 5 — поршень; 6 — ушко (скобочка); 7 — шатун; 8 — паровыпускные отверстия; 9 — диск кривошипа; 10 — палец кривошипа; 11— вал двигателя; 12 — маховое колесо; 13 — стойка станины; 14 — подшипник стойки станины; 15 — задний подшипник; 16 — опорная плита; 17 — лапки крепления цилиндра.
Применение клапана вместо золотника сильно упрощает устройство и изготовление двигателя.
При верхнем положении поршня в цилиндре поршень упирается в стержень клапана и приподнимает его. Через открывшееся отверстие пар врывается в цилиндр, давит на поршень и заставляет его пойти вниз.
Клапан, упирающийся своим стержнем в поршень, под действием собственного веса тоже будет опускаться и через некоторое время закроет паровпускное отверстие, прекратив доступ пара в цилиндр.
Дальше поршень будет двигаться благодаря расширению пара в цилиндре. Стремясь занять больший объем, пар будет давить на поршень и толкать его дальше вниз.
Когда поршень достигнет нижнего положения в цилиндре, отработанный пар через открывшиеся паровыпускные отверстия выходит наружу.
Сила давления пара на поршень и движение поршня передаются при помощи шатуна 7 и кривошипа на вал 11, заставляя его вращаться вместе с закрепленным на нем маховиком 12. Маховик по инерции будет продолжать вращаться и после того, как пар перестанет действовать на поршень.
Обратный ход поршня в цилиндре вверх совершается с помощью кривошипа и шатуна за счет инерции вращающегося маховика.
Постройку модели начните с цилиндра 1.
Для цилиндра необходимо достать стальную или латунную трубочку с гладкой внутренней поверхностью. Можно воспользоваться пустым ружейным патроном. Не всегда можно найти для цилиндра трубочку таких размеров, какие указаны на рисунке. Если трубочка будет меньше или больше, то и все размеры других частей двигателя следует соответственно уменьшить или увеличить.
Трубочку для цилиндра при обработке нельзя зажимать в тиски, так как ее можно легко помять. Внутреннюю поверхность трубочки, если она недостаточно гладкая, прошлифуйте кусочком самой мелкой наждачной бумаги, закрепленной на круглой деревянной палочке, а затем отполируйте крокусом или пастой для полировки металлов (продается в москательных магазинах). Крокус и паста наносятся на кусочек материи, закрепляемой на той же круглой палочке, что и наждачная бумага. После шлифовки и полировки тщательно протрите цилиндр чистой тряпочкой.
Заусенцы, которые останутся после отрезки трубочки и сверловки в ней паровыпускных отверстий, осторожно соскоблите.
Поршень 5 отливается из свинца непосредственно в цилиндре. В жестяную банку насыпьте мелкого сухого речного песка. Отрезанную для цилиндра трубочку погрузите в песок так, чтобы наружу выступал конец высотой 15 мм. Банку с песком и цилиндром хорошенько прогрейте в печке, на примусе или керосинке.
Нельзя выливать расплавленный свинец в холодный цилиндр, засыпанный сырым песком: образующийся в цилиндре пар разбрызгает свинец; при этом капли расплавленного свинца могут попасть на руки, на лицо и причинить ожоги.
Отливка в нагретый цилиндр при сухом прокаленном песке безопасна и получается ровной, без раковин. Чтобы песок не прилипал к отливке, лучше всего вырезать из тонкого нелуженого железа маленький кружочек и опустить его в цилиндр поверх песка.
Сейчас же после заливки поршня, пока металл еще расплавлен, быстро приложите к нему луженой (покрытой оловом) частью предварительно заготовленную скобочку 6. Она таким образом припаивается к поршню. Проследите за правильным положением скобочки точно в центре цилиндра. Когда отливка застынет, выньте цилиндр и вытолкните из него готовый поршень. Счистите приставшие песчинки и осторожно срежьте ножом неровности.
Шатун 7 изготовляется из латунной или железной полоски толщиной 2–2,5 мм.
После отливки поршня к верхней части цилиндра припаяйте цилиндровую крышку 3 толщиной 2–2,5 мм. Верхняя плоскость крышки должна быть правильно опилена, что лучше всего делать так, как это показано в правом верхнем углу таблицы. Крышка должна быть латунной или, только для плоского клапана, железной.
В центре крышки просверлите отверстие, в которое свободно, с зазором для прохода пара, должен проходить стержень клапана.
Клапан 4 изготовляется из латунного или стального винта с плоской точеной головкой. После того как припаяете цилиндровую крышку, а к ней кольцо клапанной коробки 2, можете приступить к притирке клапана.
Притирка производится вращением клапана в ту и другую сторону при помощи отвертки, вставленной в прорез головки клапана. Время от времени притираемые поверхности смазывайте очень мелко истолченным стеклом, смешанным с машинным маслом. После притирки остатки стеклянного порошка тщательно удалите.
Клапан можно изготовить также с конической головкой, как это показано на рисунке.
Высота стенок клапанной коробки должна быть такой, чтобы клапан мог открываться, но не мог выскочить из отверстия цилиндровой крышки.
Станину — детали 13 и 16 (левый нижний угол таблицы) — изготовьте из сухого прочного дерева: обрезков березы, дуба или других твердых пород.
Подшипники 14 и 15 выпилите из обрезков листовой латуни или железа. Отверстия подшипников просверлите немного меньшего диаметра, чем вал. После сверловки разверните их по валу острым концом напильника (на котором закрепляется ручка). При этом края отверстия развальцуются и расширятся. Подшипники приверните к станине шурупами.
Кривошип — детали 9 и 10 — сделать легко. Диск кривошипа выпилите из латуни или железа толщиной 2–2,5 мм. Палец кривошипа отрежьте от толстой, четырехмиллиметровой проволоки или от оси из набора «металлоконструктор». Готовый палец прочно впаяйте в отверстие диска.
Вал 11 возьмите из набора «металлоконструктор» или отрежьте от проволоки толщиной 4–5 мм.
Маховик 12 отливается из свинца, цинка или другого легкоплавкого металла в глиняной, предварительно хорошо просушенной и прогретой форме. И здесь, как и при отливке поршня, вода, содержащаяся в сырой глине, обратится в пар и разбрызгает расплавленный металл.
Отлить маховик можно также в хорошо очищенной жестяной баночке из-под гуталина (см. таблицу 34). Для отливки маховика в центре формы плотно вставьте вылуженный вал, чтобы он при отливке сразу впаялся в маховик. Смотрите, чтобы не было щелей: сквозь них прольется расплавленный свинец.
Когда сделаете все части, приступите к сборке парового двигателя.
Соберите станину и привинтите к стойке 13 подшипник 14. Вставьте вал с маховиком и привинтите к опорной плите 16 задний подшипник 15. На конец вала, выступающий из стойки станины, припаяйте диск кривошипа в любом положении. Проследите только, чтобы он правильно вращался — не бил. Конец вала, выступающий за диск кривошипа, отпилите.
Все места пайки, если она производилась с применением травленой соляной кислоты и нашатыря, промойте водой, а еще лучше — раствором соды, затем просушите и смажьте маслом. Остатки кислоты способствуют быстрому образованию ржавчины.
Цилиндр протрите внутри чистой тряпочкой, смажьте и прикрепите двумя лапками 17 к станине.
Крышка клапанной коробки с паровыпускной трубочкой припаивается только тогда, когда паровой двигатель будет окончательно собран и будет отрегулировано действие клапана.
Момент открытия клапана можно отрегулировать постепенным укорочением стержня клапана, спиливая его напильником. В дальнейшем регулировку можно производить закреплением цилиндра на стойке станины выше или ниже. Если мы закрепим цилиндр ниже, клапан будет открываться больше; если поднимем выше, будет открываться меньше. Если клапан будет открываться слишком рано, то давлением пара поршень не вовремя будет отбрасываться назад или его движение будет сильно тормозиться. Вот почему открывание клапана должно происходить почти в то время, когда поршень достигнет крайнего верхнего положения в цилиндре.