Вот как, например, с помощью электромагнитных волн сушатся изделия гончарного производства. Глиняная и фарфоровая посуда формуется из влажной массы. Затем ее сушат и подвергают обжигу. Сушка — это наиболее ответственная часть производства. Раньше она производилась либо на солнце, либо в специальных печах с помощью горячего воздуха. Быстро сушить было нельзя, так как изделие сохло только с поверхности и могло покоробиться или дать трещины. Большие фарфоровые вазы сушили в течение многих месяцев.
Электромагнитные волны справляются с такой работой гораздо быстрее. Изделия помещают между пластинами огромного конденсатора, имеющего форму этажерки. При включении генератора высокой частоты изделия очень быстро нагреваются; заключенная в них вода испаряется. Установка начинает потреблять меньше энергии, что служит сигналом окончания сушки. Специальный прибор автоматически выключает печь.
Почти так же производится сушка древесины. Раньше крупные брусья сушили в специальных нагревательных камерах в течение 100–500 часов. Из-за разрывов сердцевины брусья часто шли в брак. Применение электрических полей высокой частоты сократило время сушки до 3–8 часов и резко снизило брак.
Большие преимущества дает высокочастотный нагрев при сушке древесины, пропитанной специальным составом и склеенной под давлением. Деревянные изделия, полученные таким путем, обладают высокой твердостью, устойчивостью к истиранию; они легки, а по прочности не уступают металлам. Такие материалы успешно применяются для изготовления самолетных винтов, зубчатых колес, лодок, кузовов автомашин и т. д.
В пищевой промышленности высокочастотный нагрев может с успехом применяться для сушки макарон, чая, табака, а также для выпечки хлебных изделий. На предприятиях, выпускающих фруктовые компоты, овощные консервы и томаты, высокочастотные установки используются для уничтожения бактерий. Эта операция, занимающая всего несколько секунд, не вызывает потери витаминов, аромата и вкусовых качеств обрабатываемых продуктов, но полностью уничтожает болезнетворные бактерии.
Для нагрева металлических изделий используют энергию магнитного поля катушки колебательного контура.
Плавка металлов при помощи электромагнитных волн сейчас широко применяется в производстве высококачественных сплавов, когда нельзя допускать соприкосновения металла с газами и пламенем топки. Применяется этот способ и при производстве специальных магнитных, легких или тугоплавких сплавов. В зависимости от производительности высокочастотной печи частота магнитного поля колеблется от 500 тысяч до 5 миллионов колебаний в секунду (чем больше металла должна расплавлять печь, тем ниже должна быть частота).
Электромагнитные волны используются и для сварки металлов. При обычной электросварке применяется переменный ток с частотой 50 колебаний в секунду. Его пропускают через место соприкосновения свариваемых металлов, которое сильно разогревается и плавится. Если же через место сварки пропускать еще и высокочастотный ток, создаваемый небольшим переносным радиоаппаратом, то качество сварки оказывается намного лучше. Этот способ особенно оправдывает себя при сварке разнородных металлов. Электромагнитные волны позволяют также надежно сваривать большие поверхности металлов со стеклом.
Радиозакалка деталей
Закалка поверхности стальных изделий нужна, чтобы повысить их прочность и твердость. При этом изделие нагревается и затем быстро охлаждается в воде или в масле. Закалке подвергается любой режущий инструмент, а также ответственные детали машин, которые при работе испытывают большие нагрузки — коленчатые валы, шестерни и т. д.
У таких деталей твердой должна быть только поверхность. Внутренняя же часть должна оставаться вязкой, незакаленной, иначе деталь окажется хрупкой.
Но в обычных печах металл прогревается по всей толщине. Советский ученый В. П. Вологдин предложил производить закалку электромагнитными волнами. Он создал несколько конструкций мощных генераторов, вырабатывающих эти волны, и, помещая деталь внутрь катушки колебательного контура, производил закалку.
Мы уже говорили, что в поверхностных слоях металлического изделия, помещенного в магнитное поле, возникают быстропеременные электрические токи. Под воздействием этих токов поверхность детали сильно разогревается. Если процесс нагрева происходит очень короткое время, то тепло не успевает передаться внутренним слоям изделия, и они остаются холодными. После опускания изделия в воду или в масло поверхностный слой закалится, станет твердым, а внутренние части останутся, как и до закалки, мягкими.
На рис. 9 показана поверхностная закалка шестерни.
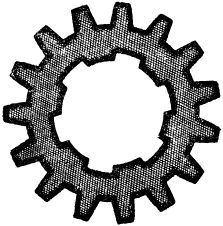
Рис. 9. Разрез шестерни, закаленной при помощи электромагнитных волн.
Для определения толщины закаленного слоя шестерню разрезали и разрез подвергли травлению кислотой. После этого закаленный слой приобрел более темный цвет, чем остальной металл. Такая шестерня хорошо противостоит износу и в то же время не хрупка, так как внутренние слои не закалены.
Закалка стальных изделий в магнитном поле высокой частоты имеет много и других преимуществ по сравнению с обычными методами закалки — детали не коробятся при нагреве, увеличивается производительность работы, улучшается качество изделий, отпадает необходимость в последующей очистке и шлифовке деталей и т. д. Этот метод закалки удобен для поточного производства. Значительно улучшаются условия труда рабочих.
Радиозакалка получила теперь широкое распространение на предприятиях Советского Союза и других стран.
Электронные приборы контролируют продукцию
Контроль готовой продукции — важная задача любого производства. Он заключается в проведении различных измерительных операций, которые в некоторых случаях занимают половину времени, расходуемого на изготовление и обработку изделия. Чтобы сократить это время, создаются автоматически действующие контрольные устройства, работающие под наблюдением контролера, но без его вмешательства.
Огромную помощь в создании точных измерительных устройств, позволяющих контролировать различные этапы производства, оказывает радиоэлектроника. В настоящее время насчитываются сотни измерительных и контрольных приборов, включающих в себя радиолампы, конденсаторы, катушки индуктивности и другие радиодетали. О некоторых из этих приборов и устройств мы расскажем далее.
Заводы электротехнической промышленности выпускают миллионы метров различных проводов. Среди них немало тонких проводов с шелковой и бумажной изоляцией. В таких проводах иногда случаются обрывы, скрытые под слоем изоляции.
Прибор, предназначенный для обнаружения скрытых обрывов, состоит из генератора радиоволн и приемника. Электромагнитные колебания, вырабатываемые генератором, поступают в приемник через воздушный конденсатор, состоящий из двух пластин. Между обкладками этого конденсатора протягивается провод, качество которого нужно контролировать. Как только в проводе попадется оборванный участок, условия прохождения радиоволн из генератора в приемник изменятся, приемник мгновенно отзовется на это, и специальное устройство автоматически выключит намоточный станок.
Так же контролируют на прокатных станах толщину ленты, выходящей из валков стана. Лента стремительно проходит между пластинами конденсатора, не касаясь их. Как только по каким-либо причинам изменится толщина ленты, меняется и емкость конденсатора. Приемник сигнализирует об этом особому устройству, управляющему положением валков стана, и нужная толщина ленты восстанавливается. На предприятиях резиновой промышленности и на бумажных фабриках такой метод применяется для контроля толщины резиновой или бумажной ленты.
Интересны радиоэлектронные устройства, определяющие качество закалки стальных изделий. Оно зависит от толщины закаленного слоя, которая у каждой детали, в зависимости от ее назначения, должна иметь вполне определенную величину. Особенно это важно для таких ответственных деталей, как железнодорожные и автомобильные оси.