Вид соединения выбирается в зависимости от материала жилы, ее сечения и др. При пайке алюминиевых жил рациональна скрутка желобком, в котором подслоем расплавленного припоя легче защищать жилы от оксидной пленки. Бандажная скрутка удобна для жил больших сечений, которые свить между собой трудно. В последнем случае удобно применить и совмещение бандажной скрутки с формированием желобка. Для бандажа берется медная проволока диаметром 0,6–1,5 мм, но не больше диаметра паяемых жил. Бандажная проволока залуживается, как и каждая подготовленная для пайки жила, в отдельности.
На пайку одной скрутки припоя потребуется больше, чем способно донести жало паяльника. Поэтому кончик палочки припоя подносят непосредственно к жалу паяльника, прогревающего скрутку, чтобы припой, расплавляясь, затекал в скрутку. Количества припоя будет достаточно, если он обволакивает скрутку так, что витки бандажа или скрутки просматриваются из-под слоя припоя.
После пайки остатки канифоли удаляют ватным тампоном, смоченным в ацетоне.
Оксидную пленку, препятствующую папке алюминиевых жил, необходимо разрушать в процессе каики. Предварительное залуживание облегчает пайку алюминиевых жил. Его проводят расплавленным припоем под слоем швейного масла или расплавленной канифоли с добавлением в расплав стальных опилок. Опилки под нажимом жала паяльника, «натирающего» жилу, разрушают пленку, обеспечивая хорошее залуживание. Предварительная зачистка алюминиевой жилы наждачной бумагой, обильно смазанной вазелином, также упрощает залужпвание: вазелин, оставаясь на жиле, изолирует зачищенные места от кислорода воздуха. Пайку залужепной жилы ведут аналогично пайке медных проводов.
Соединение проводов сваркой.Наиболее простой способ сварки алюминиевых жил сечением до 10 мм2 и медных – до 4 мм2 – контактный разогрев их концов угольным электродом до образования расплавленного шарика. Нагрев происходит в точке соприкосновения электрода и жилы. Концы свариваемых жил и электрод подключают к вторичной обмотке трансформатора мощностью не менее 0,5 кВА и выходным напряжением 6—10 В. Для сварки можно применить лабораторный девятиамперный автотрансформатор (ЛATP), сняв с него регулирующий напряжение ползунок и намотав поверх сетевой обмотки вторичную обмотку, которую нужно изолировать от сетевой несколькими слоями бумаги от крафт-пакетов и поверх нее несколькими слоями лакоткани или изоляционной ленты с хлопчатобумажной основой.
Трансформатор несложно намотать и самостоятельно. Для него потребуется Ш-образное трансформаторное железо с сечением магнитопровода S не менее 25 см2. Число витков обмоток первичной Wi и вторичной Wj определяется:

Например, для напряжения сети Ui=220 В и сечения магнитопровода S=30 см2 первичная обмотка должна иметь 293 витка, а для выходного напряжения в 10 В вторичная обмотка – 13 витков. Первичная обмотка наматывается проводом диаметром 0,8–1 мм, вторичная может быть намотана в несколько проводов параллельно, например в три провода диаметром по 3 мм. Главное, чтобы общее сечение проводов вторичной обмотки было не меньше 15–20 мм2.
Для электрода годится угольная щетка от коллекторного электродвигателя или графитовый вкладыш от троллейбусной штанги. На рабочей плоскости электрода вырезается ножом небольшая лунка, в которую засыпается флюс и где формируется на свариваемых жилах расплавленный шарик. Вариант конструкции зажимов для электрода и свариваемых жил показан на рис. 16. Можно работать и раздельными зажимами, но связанными в одну конструкцию. Однако при этом потребуется помощник для выключения трансформатора.
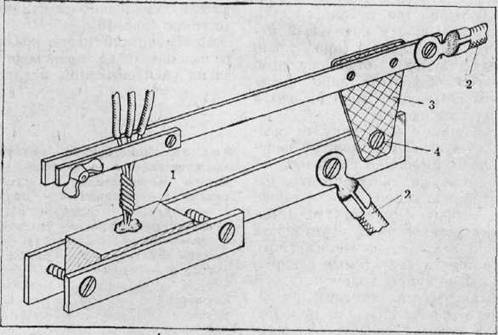
Рис. 16. Зажим для сварки жил проводов: 1– угольный электрод; 2 – шина для подключения к сварочному трансформатору; 3 – изоляционная пластина; 4 – шарнирное соединение
С проводов, подлежащих сварке, осторожно срезают изоляцию на длине 40–50 мм, зачищают провода наждачной бумагои до блеска и скручивают под сварку (рис. 17). Для защиты расплава or кислорода воздуха электромонтажники применяют флюс «ВАМИ», состоящий из хлористого калия, хлористого натрия и криолита, взятых в соотношении 5:3:2 (по массе). Можно обойтись и обычной бурой (тетраборатом натрия), продающейся в аптеках.
Перед сваркой в лунку угольного электрода насыпают флюс и опускают скрутку проводов, прижимая их к электроду. Включают трансформатор. Под слоем расплавившегося флюса концы жил оплавляются и сливаются в шарик. Помните, что отводить жилы от электрода можно только после остывания (затвердевания) спая. За процессом сварки наблюдают через очки для газосварщика или синий светофильтр, закрепленный на очковой оправе.
Чтобы уменьшить потери напряжения, трансформатор размещают поближе к месту сварки. Сетевой выключатель выводят отдельным шнуром и держат в левой руке. Для этой цели подходит проходной выключатель, устанавливаемый в торшерах или настольных лампах в разрезе шнура. После сварки соединение очищают от флюса стальной щеткой, покрывают лаком и изолируют.
Хотя сварка проходит без брызг и капель расплавленного металла, для перестраховки ее следует выполнять в перчатках (лучше – кожаных) и в защитных очках-светофильтрах. На пол необходимо положить лист асбеста, оргалита или фанеры.
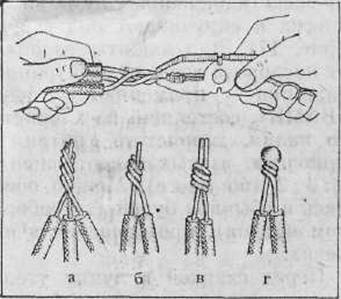
Рис. 17. Скрутка жил под сварку: в – алюминиевые жилы; б. в – алюминиевая и медная жилы; г – сварное соединение
Полезно предварительно освоить технологию процесса на отрезках ненужных проводов, причем угольный электрод предварительно нужно обжечь (лучше всего на открытом воздухе).
ЭЛЕКТРОУСТАНОВОЧНЫЕ УСТРОЙСТВА
Электроустановочные устройства – группа электрических аппаратов, к которой относятся выключатели и переключатели, электрические двухполосные соединители (розетки, вилки), зажимы (контактные колодки), патроны для ламп накаливания и люмипеспептных ламп, для стартеров, предохранителп автоматические и плавкие.
Электроустановочные устройства должны рассчитываться, как и вся электропроводка, на длительную эксплуатацию (на 20–30 лет). Однако из-за ненадежного крепления, повышенных нагрузок, производственных дефектов или неудачной конструкции некоторые устройства выходят из строя значительно раньше этого срока. Статистика говорит о том, что большинство неисправностей возникает либо в начальный период эксплуатации (при сдаче новых домов) от проявления скрытых дефектов, либо после очень продолжительной работы в результате износа.
Домашнему электрику не всегда обязательно заменять неисправное устройство на новое, чаще его можно восстановить, отрегулировать. Для этого, а также для выбора и приобретения новых установочных устройств нужно знать основные их типы, принципы и допустимые режимы работы, причины поломок.
Выключатели, розетки. При замене выключателя или приобретения нового следует обратить внимание на конструкцию механизма (клавишный, перекидной, поворотный, кнопочный, шнуровой), на конструкцию корпуса (для скрытой или открытой проводки, для установки на проводе, для встраивания в электроприборы), на число полюсов и коммутирующих цепей, на номинальный коммутируемый ток.
Наибольшее применение получили выключатели с кннематическими схемами, приведенными на рис. 18.
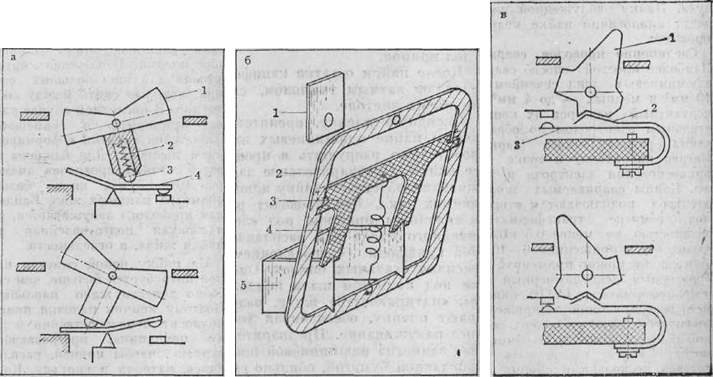
Рис. 18. Конструкция механизмов выключателей: а – качающийся механизм выключателя с пружиной сжатия (1 – клавиша; 2 – пружина: 3 – шарик; 4– коромысло); б – качающийея механизм выключателя с пружиной растяжения (1 – контактная пластина; 2 – рамка; 3 – скоба; 4 – пружина; 5 – основание); в – кулачковой механизм выключателя с плеской лружиной (1 – ручка; 2 – пружиьа; 3 – контактная пластина)