К сожалению, и это не так. Вариантов краткосрочного (текущего) плана тоже может быть очень много. В основном это происходит потому, что при составлении долгосрочного плана невозможно учесть все условия, и в нем вольно или невольно закладывается многовариантность краткосрочного плана.
Долгосрочный план балансирует производство и потребности по основным видам продукции. К примеру, объем производства цемента должен быть таким, чтобы удовлетворить нужды строек страны. План же снабжения строек цементом решает более узкую задачу, но, оказывается, не менее многовариантную. Вот она.
Известны места, где цемент производится и в каком количестве. Известны места, где цемент потребляется и в каком количестве. Известны затраты на перевозку одной тонны цемента из каждого пункта производства в каждый пункт потребления (эти затраты зависят от расстояния и могут быть определены по транспортным тарифам). Это все дано. Требуется найти, сколько тонн цемента везти из каждого пункта производства в каждый пункт потребления. При этом хотелось бы так спланировать, чтобы суммарная стоимость перевозки, то есть народнохозяйственные затраты на перевозку, была бы минимальна. Откуда в этой задаче многовариантность?
Ну, во-первых, в Москву можно везти цемент и с Урала, и с Украины, и даже с Сахалина. А во-вторых, определив, откуда будет поступать цемент, надо решить, в каком количестве его надо оттуда везти. Значит, теоретически приходится перебрать все наборы чисел, сумма которых равна потребности. Каждый такой набор и есть вариант снабжения Москвы цементом. Перебрав их все, мы и обнаружим тот, в котором суммарная стоимость минимальна. Чтобы представить себе общее количество этих вариантов, необходимо привлечь такие числа-гиганты, по сравнению с которыми известное число зерен пшеницы, запрошенное себе изобретателем шахмат, просто карлик.
Вот почему некоторым не очень грамотным, но довольно решительным хозяйственникам гораздо проще забыть про многовариантность задачи и решать ее по какой-нибудь простой формуле, вроде «кто кого хочет, тот того и снабжает». В результате все быстро прикрепляются друг к другу, как в детской игре «найди пару», и Сахалину, например, может, ничего не останется, как везти свой цемент через всю страну в Калининград. Конечно, этот пример намеренно утрирован. Но многовариантное решение с помощью ЭВМ задачи транспортировки цемента только для самых крупных потребителей позволило стране сэкономить десятки миллионов рублей!
Вообще, решение почти любой экономической задачи подобно поискам адреса в большом городе, где имеется очень много возможных путей достижения цели. Бывают, конечно, ситуации, когда путь один. Но это либо в случае, когда весь город — одна улица, либо слишком очевидны преимущества одного пути перед всеми остальными.
Возникает вопрос, а как ЭВМ решает задачу выбора одного варианта из такого большого множества? Неужели она перебирает все эти мириады вариантов и из них выбирает наилучший?
Конечно, нет. Машина, безусловно, считает быстро, но и ей эта задача не по плечу. Здесь ей на помощь приходят математические методы. Механизм работы математических методов, грубо говоря, таков. Они дают ЭВМ рецепт, или, как уже говорилось, алгоритм определения, какие варианты являются заведомо бесперспективными и не подлежат рассмотрению, а сразу же отбрасывается. ЭВМ так и поступает и рассматривает только перспективные. Чем больше вариантов метод позволяет заранее отбросить, тем он лучше, эффективнее.
Вот почему не только экономико-математические методы не могут быть использованы без ЭВМ, но и ЭВМ не может работать без экономико-математических методов!
Итак, при решении задачи ЭВМ из всех возможных вариантов решения выбирает один, на котором достигается экстремум функции полезности. Кстати, этот вариант решения в экономике называется оптимальным. Термин «оптимальный» более распространенный, чем «экстремальный». От него в экономико-математических работах пошло много производных терминов, таких, как «оптимизация», «методы оптимизации» (это методы решения экстремальных задач), «оптимизационные задачи». Слово «оптимум» является синонимом слова «экстремум», а «оптимальный» оказался синонимом слова «наилучший».
Естественно, неправильным является употребление выражений «более оптимальный», «наиболее оптимальный», «оптимальнее» и т. д., которое, к сожалению, часто встречается в экономической литературе.
Может создаться впечатление, что многовариантность есть свойство лишь макроэкономических задач, то есть народнохозяйственных задач всей страны, реже отрасли. Однако это не так.
Вот условная микрозадача. Допустим, что на производственном участке установлены два станка: токарный и шлифовальный — для изготовления двух разных деталей. Процесс изготовления каждой детали состоит в том, что сначала заготовку обтачивают, а затем шлифуют (естественно, что наоборот нельзя). Время обработки каждой детали в часах приведено в небольшой таблице 1.
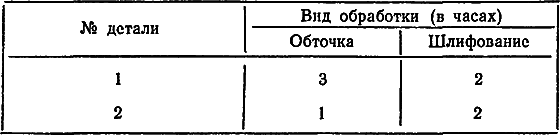
Табл. 1.
Из разобранного ранее примера с производственным планированием известно, что в этом случае необходимо составить календарный план, который называется гант-картой. В гант-карте видна не только технология, то есть порядок изготовления деталей, но и тот факт, что на одном станке в каждый момент времени может находиться не более одной детали, факт, который обычно игнорирует объемный метод планирования.
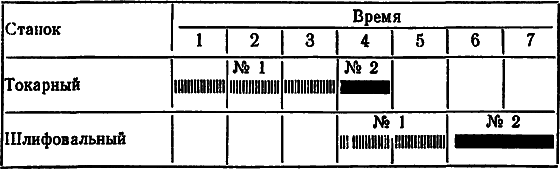
Табл. 2.
Составляя гант-карту (табл. 2), предполагают, что сначала будет изготавливаться деталь № 1 на токарном станке (цифра над ленточкой — номер детали). Потом она перейдет на шлифование, а на токарном начнет обрабатываться деталь № 2. Шлифовальный же станок, отшлифовав деталь № 1, перейдет на обработку детали № 2 и завершит, таким образом, изготовление всего комплекта.
Из такого календарного плана видно, что длительность изготовления всего комплекта деталей — семь часов, а не четыре, как следует из балансовых методов планирования, и что при изготовлении комплекта каждый станок простаивает по три часа.
Однако при составлении плана вставал вопрос: почему запускалась в обработку сначала первая деталь, а затем вторая? Что, первая имеет какие-нибудь преимущества перед второй?
Оказывается, нет, такой порядок — дело простого случая. А поскольку никаких объективных причин для такого порядка обработки нет, то стоит рассмотреть и другой вариант, когда сначала обрабатывается деталь № 2. Он представлен на таблице 3 и показывает, что время изготовления комплекта деталей при такой последовательности сократилось до шести часов, а простои станков до двух часов. Может быть, существует третий, более выгодный порядок обработки? Нет, поскольку других вариантов запуска не имеется, следовательно, это неизбежные простои.
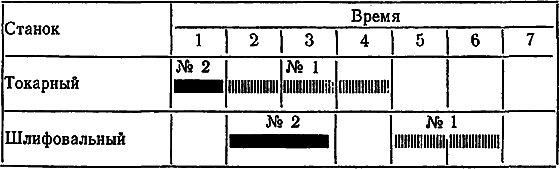
Табл. 3.
Можно обижаться на подобное планирование и заявлять: «Что же это за такой прогрессивный метод планирования, при котором из шести рабочих часов станки стоят по два часа, при этом еще утверждается, что простои эти неизбежны?» На это можно возразить: «Если вам подают кофе, не старайтесь найти в нем пива. И наоборот».
Наличие простоев не зависит от метода планирования. При данной производственной программе на данном участке лучше не спланируешь. А менять производственную программу в задачи метода не входит. Этим должен заниматься человек, плановик. Рассмотрев полученный календарный план, он может решить, что простой станков неоправданно велики и следует на данный участок направить другие детали, которые лучше соответствуют производственным возможностям участка.
Вообще существует неверное представление, что методы оптимизации являются панацеей от всех бед. Это не так. Плохую организацию производства оптимальным планированием не изменишь. Оптимальное планирование может лишь заранее показать все дефекты организации производства и свести их влияние к минимуму. А это немало! Ведь без этих методов все недостатки всплыли бы в процессе выполнения плана, когда исправлять их уже поздно!