Длина столешницы – 1200 мм, ширина с левой стороны – 425 мм, а с правой, с учетом выступа, – 825 мм, общая высота верстака с крышкой – 900 мм. Над крышкой с двух боковых сторон укреплены деревянные бортики, а с задней стороны они соединены с полочкой, где хранят призмы, инструмент, детали, предназначенные для гравирования. С левой стороны подлокотника имеются два ящика, в которые вставляют настольные коробки с набором штихелей и прочим граверным инструментом. На правой стороне выступа верстака находится тумбочка с четырьмя деревянными выдвижными ящиками для хранения чертежей, вспомогательного инструмента и готовых деталей. С левой стороны тумбочки под крышкой имеется выступ, в нижней части которого приварена к каркасу стальная пятимиллиметровая пластина (полочка) для размещения бормашины и ударно-режущего инструмента (молотков, зубил, чеканов и др.), а на передней части полочки закреплена круглая наковальня с резиновой прокладкой внизу во избежание шума при ударе молотком по выправляемой или вырубаемой детали. В центре верстака напротив сидящего гравера закреплен с двух сторон винтовыми эксцентриками деревянный фенагель, предназначенный для обработки на нем деталей. Под фенагелем имеется выдвижной сборник, в котором собирается стружка.
Подъемно-поворотный стул может не только свободно поворачиваться в обе стороны, но и легко перемещаться вперед и назад за счет того, что в центре трубы (опора для ног) приварена втулка, в которую вставлен палец (ось) консоли. В отверстие консоли вставлена труба кронштейна (большая консоль), приваренного к втулке треноги стула. При необходимости кронштейн со стулом может перемещаться вперед и назад и закрепляться винтом консоли. При работе, когда гравер сидит на стуле, ножки треноги, опираясь на пол, создают опору для корпуса тела работающего; но достаточно ему встать со стула, как тут же спиральная пружина разжимается и поднимает одновременно сиденье со спинкой и треногу стула. Стул, приподнявшись от пола с помощью пружины, легко поворачивается на оси консоли и свободно убирается под крышку верстака.
Для освещения обрабатываемых на фенагеле деталей необходимо иметь настольную шарнирно-поворотную электрическую лампу напряжением 36 В с линзой.
Чтобы исключить непредвиденные потери времени в процессе работы, рекомендуется обратить особое внимание на раскладку инструмента перед началом работы в такой последовательности, чтобы он всегда был под руками: с правой стороны следует укладывать молотки, зубильца, сечки, чеканы, настольную наковальню, набор надфилей и напильник, а с левой стороны – ящик с набором штихелей.
Освещение гравируемой детали может быть естественным и искусственным. Верстак должен быть установлен вдоль или поперек окон так, чтобы естественный свет падал на рабочее место равномерно и не давал ярких бликов или резких теней. Однако в любом случае очень важно, чтобы свет был мягким, поэтому надо избегать освещения поверхности гравируемой детали прямыми солнечными лучами и лампами большой мощности, так как оно утомляет зрение гравера. При ярком солнечном свете окна желательно занавесить шторами из тонкого светло-голубого полотна, которые поглощают лучи солнца и дают мягкое отражение на гравируемой поверхности.
Кроме того, необходимо избегать резкого бокового освещения. На пути лучей света, идущих с боков, надо ставить полупрозрачные или темные экраны. Для четкой видимости штрихов на гравируемой детали необходимо, чтобы угол α между падающими и отраженными лучами света был не менее 90°. Наилучшее освещение можно получить, если между лампой и гравируемой деталью поместить на специальной стойке с подставкой стеклянный шар-колбу с прозрачной голубоватой жидкостью (рис. 2). Оптимальный состав такой жидкости: 2 л. кипяченой воды, 25 г. азотной кислоты, 50 г. медного купороса. Свет, поступающий от электрической лампочки, проходя через колбу, равномерно и мягко освещает гравируемую деталь, лежащую на подушке. Для удобства работы настольную подставку с колбой можно поднимать и опускать по стойке, закрепляя барашком.
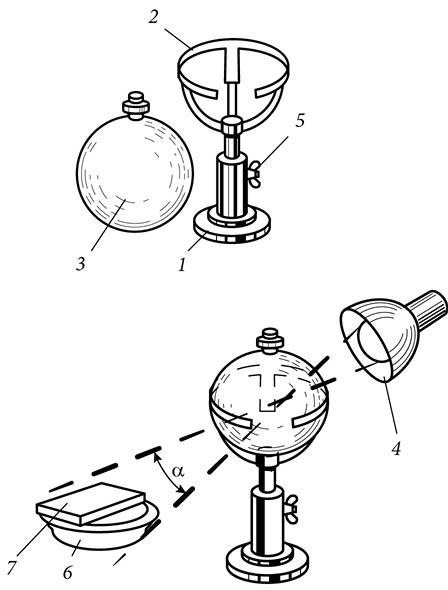
Рис. 2. Схема освещения гравируемого изделия с помощью колбы и настольной электролампы: 1 – стойка; 2 – подставка; 3 – шар-колба; 4 – электрическая лампочка; 5 – зажимной барашек; 6 – гравировальная подушка с песком; 7 – гравируемая деталь.
Стеклянная колба с жидкостью не только задерживает тепло, выделяемое лучами электролампы, но и создает мягкое равномерное освещение всей обрабатываемой поверхности детали. Кроме того, если гравируемая деталь имеет блестящую поверхность, мастеру следует надеть на голову матерчато-резиновый шнурок с козырьком так, чтобы козырек прикрывал глаза от лучей света электрической лампочки.
Во время работы гравер сидит в следующей позе: локоть левой руки лежит на выдвижном подлокотнике верстака, закрепленном барашком в наиболее удобном положении, а локоть правой руки – на дугообразном выпуклом выступе столешницы верстака. В процессе работы мастер слегка наклоняет корпус тела, пальцами левой руки придерживает гравируемую деталь, лежащую на столешнице, а указательным и большим пальцами правой руки захватывает лезвие штихеля, направляет его вперед и, слегка нажимая, врезает в металл (гравирует). При этом ладонь и остальные пальцы правой руки, опираясь на поверхность детали, задают лишь направление указательному и большому пальцам, удерживающим штихель.
Температура воздуха в помещении, где работает гравер, должна быть в пределах 15–25 °С. При температуре ниже 15 °С на металлических гравируемых деталях появляется влага от дыхания гравера. Вследствие этого нанесенный карандашом рисунок на детали легко стирается. При температуре выше 25 °С руки гравера становятся влажными и удержать штихель в нужном положении трудно.
Если работа гравера связана с применением кислот, необходимо иметь отдельный шкаф для склянок с кислотой и вытяжную трубу для отвода вредных газов. Если такого шкафа нет, необходимо иметь колпак, который должен быть соединен с вытяжной трубой, а помещение необходимо регулярно и тщательно проветривать.
Это минимальные требования к оборудованию рабочего места слесаря-лекальщика, гравера или любителя, всерьез занявшегося гравировкой по металлу. Теперь рассмотрим необходимый для этого специфический инструмент.
Штихели
Основным видом режущего инструмента при ручном гравировании являются штихели. В переводе с немецкого слово «штихель» означает «резец». Этот термин сразу дает четкое представление о типе инструмента, применяемого в основном для гравировки по металлу.
Современный резец по металлу, или штихель, состоит из трех деталей: клинка, рукоятки и кольца (рис. 3, б). Рукоятку, имеющую грибовидную форму, вытачивают на токарном станке из древесины твердых пород – бука, березы и др. На тонкий конец ручки насаживают металлическую (обычно латунную) втулку, которая предохраняет деревянную ручку от растрескивания при ее насадке на клинок. В торец ручки со стороны кольца вбивают хвостовик клинка. Снизу, примерно на уровне нижней грани клинка, часть рукоятки срезают. Благодаря этому срезу гравер имеет возможность держать инструмент под небольшим углом к поверхности металла, что обеспечивает снятие тонкой стружки.
Длина ручки может быть разной (от 30 до 70 мм) – гравер подбирает ее по своей руке. Но в наборе штихелей все рукоятки должны иметь одинаковые размеры. Длина клинков вместе с хвостовиками – тоже величина постоянная (100–120 мм), несмотря на различие их сечений.
Клинки штихелей различаются по форме и размеру поперечного сечения. Каждому размеру сечения соответствует определенный номер штихеля, причем чем больше номер, тем больше площадь его поперечного сечения.
Основным качеством штихеля является стойкость его рабочей части. Этому способствуют хорошая заточка и правильная закалка: недокал способствует быстрому притуплению, перекал – выкрашиванию режущей кромки. Необходимо, чтобы штихель не боялся ударов и изгибов, чтобы его режущая кромка не деформировалась и не крошилась во время гравирования. По мере изнашивания режущей кромки штихель перезатачивается, что укорачивает его длину. Гравировать укороченным штихелем трудно. Применяя ручки различных размеров, можно компенсировать изнашивание штихелей и пользоваться ими почти до полного их износа. Набор штихелей профессионального гравера состоит из 60–80 шт. – по 10–16 шт. каждого профиля; в набор входят и специальные штихели.