Остов ножниц состоит из корпуса, картера ножевой головки и рукоятки, отлитых из алюминиевого сплава. В корпусе вмонтирован электродвигатель, который через редуктор приводит в движение кривошипно-шатунный механизм, приводящий в возвратно-качательное движение ножевой рычаг с верхним режущим ножом. Улитка с нижним режущим ножом жестко соединена с картером ножевой головки. Крепление улитки выполнено таким образом, что позволяет регулировать величину захода режущих ножей, изменяющуюся по мере заточки верхнего и нижнего ножей. Заход режущих ножей в этом случае регулируется прокладками. Нормальная величина захода составляет 3-5 мм.
При помощи регулировочного болта улитка может перемещаться в поперечном направлении для изменения величины зазора между верхними и нижними ножами в зависимости от толщины разрезаемого листового металла.
Величина зазора между верхними и нижними ножами электровиброножниц:

Курковый выключатель и трехжильный кабель электросети и заземления вмонтированы в рукоятку ножниц. Для работы ножницы подвешивают над верстаком при помощи троса. Одним концом трос крепится за рукоятку – крюк, а другой конец перебрасывается через блок. К блоку подвязывают противовес несколько больше веса ножниц, примерно 10 кГ.
Электроножницы во время работы держат правой рукой, а левой отгибают отрезаемую заготовку. На руки должны быть надеты резиновые перчатки.
Во избежание поражения электрическим током работать ножницами без резиновых перчаток и заземления ножниц не разрешается. Заземляют корпус ножниц путем подключения его к специальному заземлителю, используя для этого третью жилу в соединительном шнуре.Техническая характеристика электровиброножниц Н-31:

Для разрезания листового металла рекомендуется применять ножницы, работающие от тока повышенной частоты. Высокочастотные электроножницы имеют ряд преимуществ перед электроножницами, работающими от электрической сети нормальной частоты: они меньше по габаритным размерам, имеют меньшую массу и большую производительность, более безопасны и надежны в эксплуатации. Высокочастотные электроножницы питаются трехфазным током напряжением 36 в, с частотой тока 200 гц. Эта частота и напряжение создаются специальным преобразователем, рассчитанным на обслуживание нескольких электроножниц одновременно.
Для разрезания листового металла наряду с электроножницами широко применяют также пневмоножницы различных конструкций, размеров и мощностей.
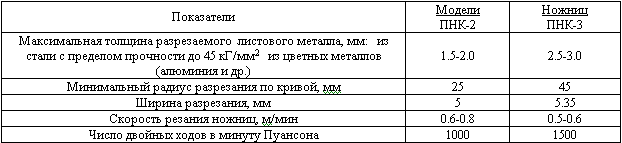
Ножницы "кусачки" пневматические применяют для прямолинейного и криволинейного разрезания листового металла. Ножницы приводятся в действие пневматическим роторным двигателем, находящимся в левой части корпуса. В головке ножниц имеется шток. В штоке закрепляется пуансон, который проходит сквозь отверстие матрицы, удерживаемой на головке накидной гайкой. Пуансон, получая возвратно-поступательное движение от штока, с помощью матрицы просекает листовой металл, тем самым разрезая его на части. При вырезке отверстий с замкнутым контуром предварительно просверливают отверстие диаметром не менее 22 мм.Ножницы "кусачки" пневматические изготовляют двух моделей: ПНК-2 и ПНК-3.
Разрезание листового металла стационарными рычажными ножницами
На стационарных рычажных ножницах разрезают листы, полосы, ленты на заготовки любой длины. Ножницы снабжены регулируемым упором, позволяющим отрезать полосы или ленты одинаковой ширины. На этих ножницах разрезают листовой материал с пределом прочности до 45-50 кГ/мм2, толщиной до 1.5-2.5 мм.
Рычажные ножницы по устройству очень просты, но при работе на них надо быть осторожным, иначе возможны случаи травмирования пальцев рук.
Станина и стол ножниц чугунные. Нижний неподвижный нож встроен в стол ножниц. Верхний подвижный нож, закрепленный в ножедержателе, имеет кривую режущую кромку, кривизна которой подобрана так, чтобы во время работы ножниц угол между лезвием и разрезаемым листом не изменялся. Верхний подвижный нож снабжен противовесом.
Выдерживанние заданных размеров отрезаемых заготовок при работе на рычажных ножницах обеспечивается двумя способами: установкой на определенный размер регулирования упора и предварительной разметкой разрезаемых листов.
Для разрезания листа по упору этот упор сначала устанавливают на требуемое расстояние от режущей кромки нижнего неподвижного ножа, закрепленного в столе ножниц. Лист в процессе разрезания плотно прижимают боковой кромкой к упорной линейке, а другой кромкой – к упору. Затем поворотом рукояти от себя лист плотно прижимают сверху прижимной планкой и при опускании ножедержателя с верхним ножом разрезают на заготовки. Ножедержатель при опускании вниз упирается в пружинный упор.
Когда требуется отрезать заготовку по разметке, упор отодвигают, чтобы он не мешал при работе. Лист для разрезания устанавливают так, чтобы риски разметки находились точно под режущей кромкой ножа, после чего лист прижимают планкой. После закрепления листа его разрезают.
В процессе работы на ножницах следят за тем, чтобы зазор между ножами не увеличивался, так как при большом зазоре кромки на заготовке получаются с заусенцами.
Во время работы не разрешается снимать противовес с ножниц. Противовес служит для предохранения от самоопускания ножедержателя с верхним ножом, а также для обеспечения равномерности нажима на разрезаемый лист.
Разрезание листового металла многодисковыми ножницами
Многодисковые ножницы предназначены для разрезания листов на заготовки заданной ширины. Конструкция ножниц позволяет разрезать листы любой длины.
Наиболее распространены многодисковые ножницы Н-401, Н-402 и Н-403. Эти модели имеют различное количество пар дисковых ножей, насаженных на верхнем и нижнем шпинделях ножниц. Установка их возможна на разных расстояниях друг от друга, что позволяет изменять ширину разрезаемых заготовок.
Диаметр дисковых ножей обычно берется равным примерно 70-кратной толщине разрезаемого листа. Кромки дисковых ножей представляют собой режущую грань и затачиваются под углом 75-80º. Межцентровое расстояние дисковых ножей регулируется одновременно для всех пар дисковых ножей подъемом или опусканием верхнего шпинделя, производимым специальным установочным механизмом. Необходимое размещение дисковых ножей вдоль шпинделя для установки их на заданную ширину отрезаемых заготовок осуществляется сменными втулками. Все указанные типы ножниц имеют кромкокрошитель. Ножи кромкокрошителя могут перемещаться вдоль шпинделя. Управление ножницами кнопочное. Ножницы приводятся в действие от электродвигателя.
Приступая к работе на многодисковых ножницах, устанавливают дисковые ножи не верхнем и нижнем шпинделях в соответствии с шириной заготовок деталей, на которые разрезаются листы. Для направления листа во время его разрезания на столе ножниц имеется направляющая линейка. Разрезаемый лист подается к дисковым ножам двумя валиками, расположенными с задней стороны и приводимыми во вращение от зубчатых колес нижнего шпинделя.
При разрезании листов из алюминиевых сплавов стол ножниц покрывают войлоком для предохранения листа от механических повреждений. Операция разрезания листа происходит таким образом, что одна кромка его все время прижимается к направляющей планке, закрепленной по боковому краю стола. Дисковые ножи должны иметь хорошо заточенные режущие кромки. Во время работы ножи периодически смазывают.
Разрезание листового металла роликовыми (двухдисковыми) ножницами
Роликовые (двухдисковые) ножницы применяются для прямолинейного и криволинейного разрезания листового металла. Роликовые ножницы изготовляют с ручным и механическим приводом, последние применяются чаще.