Сразу же после отработки конструкции и технологии приступили к изготовлению малой серии лопастей для уточнения заданных параметров и проведения стендовых и летных испытаний. В ходе летных испытаний вертолета с лопастями из ПКМ исследовали их влияние на тягу вертолета, распределение нагрузок и напряжений в лопастях и в элементах управления несущей системой аппарата.
Замеры напряжений в лопастях в полете и динамические испытания натурных образцов показали, что срок службы лопастей по условиям выносливости (ресурса) составляет более 5000 часов, о чем 21 февраля 1966 года Ухтомский вертолетный завод и ЦАГИ оформили «Заключение по предварительному сроку службы опытных лопастей Б-7 вертолета Ка-15 по условиям выносливости».
Благодаря большей жесткости стеклопластиковой лопасти (по сравнению с деревянной) уменьшилась ее динамическая крутка и увеличилась эффективность управления вертолетом. Летные испытания шести комплектов лопастей на вертолете при скорости до 170 км/ч показали отсутствие признаков колебаний типа «флаттер». С деревянными лопастями ЛД10-М вертолеты Ка-15 и Ка-18 имели ограничение по скорости до 130 км/ч, с лопастями Б-7 это ограничение было снято. Результаты летных испытаний одного и того же вертолета в одинаковых условиях с деревянными, металлическими и стеклопластиковыми лопастями показали: стеклопластиковые лопасти увеличивают тягу на 4,6% см. рис. 2, статический потолок – на 141%, коммерческую нагрузку – на 87,5%. Из табл. 2 видно, что экономический показатель эксплуатации стеклопластиковых лопастей в 6,7 раза выше, чем. аналогичный показатель металлических лопастей.
С 1965 года в подразделениях гражданской авиации под контролем ОКБ началась эксплуатация стеклопластиковых лопастей на вертолетах Ка-15 и Ка-18. Первые четыре комплекта наработали по 3000 часов, после чего было проведено исследование технического состояния лопастей. Оно было признано удовлетворительным, лопасти могли эксплуатироваться дальше. К концу 1970 года серийный завод в Улан-Удэ изготовил 150 комплектов стеклопластиковых лопастей, и парк вертолетов Ка-15 и Ка-18 был обеспечен этими лопастями до конца эксплуатации.
Успехи, достигнутые при создании лопастей Б-7 в части обеспечения надежности, низкой стоимости летного часа и большого ресурса, позволили разработать более совершенные лопасти из ПКМ для многоцелевого вертолета Ка-26. Изготовление лопастей для вертолетов Ка-26 на серийном заводе в городе Кумертау было начато в 1967 году, и это был уже второй тип стеклопластиковых лопастей, выпускаемых серийно. Конструкция и технология производства этих лопастей, получивших обозначение Н-1, были аналогичны конструкции и технологии лопастей Б-7. Вертолеты Ка-26 с этими лопастями эксплуатируются до сих пор.
Высокая надежность и безопасность эксплуатации, а также стабильность основных технических характеристик в серийном производстве лопастей из ПКМ подтверждены сертификатом летной годности, выданным международной организацией гражданской авиации ICAO. Хорошие летно-технические и эксплуатационные свойства лопастей не – однократно отмечались дипломами на многих советских и международных выставках.
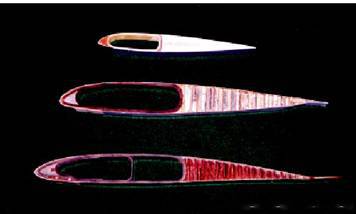
Профили лопастей (сверху вниз): Ка-26, Ка-27 и Ка-32, Ка-50
Показатель | Лопасть <div class="fb2-code"><code>стеклопластиковая</code></div> | Лопасть <div class="fb2-code"><code>металлическая</code></div> |
Трудоемкость изготовления, чел.-ч | 685 | 1075 |
Стоимость материалов, условный рубль | 1 | 0,64 |
Накладные расходы, условный рубль | 0,68 | 1.07 |
Себестоимость лопасти, условный рубль | 3,91 | 5.23 |
Ресурс лопастей, ч | 5000 | 1000 |
Количество комплектов лопастей для обеспечения налета 5000 ч | 1 | 5 |
Себестоимость общего количества лопастей для налета 5000 ч, условный рубль | 23,46 | 156,9 |
Амортизационные отчисления за 1 летный час, условный рубль | 0,0047 | 0.0314 |
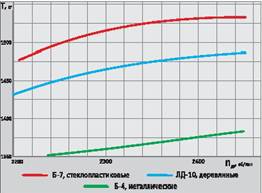
Рис. 2. Тяга несущих винтов Ка-15 с различными лопастями
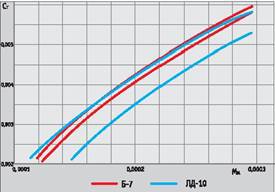
Рис. 3. Поляры несущих винтов с лопастями Б-7 и ЛД-10
К этому времени появились сообщения американской фирмы Boeing, итальянской Agusta и других о способе изготовления лонжеронов методом, намотки лент из стеклянных волокон на оправку лонжерона. Однако известно, что технологически легче использовать намотку для тел вращения, которые в конструктивно-силовом плане представляют объемные оболочки, подверженные давлению. Нагрузка на них во всех направлениях одинаковая или мало различается. Поэтому для намотки лонжеронов изготавливалось сложное оборудование. Намотка производилась под одним углом основы материала к продольной оси лонжерона, что не позволяло варьировать жесткостные характеристики лонжерона лопасти. Кроме того, сложно, а чаще – невозможно обеспечить полопастную взаимозаменяемость в комплекте несущего винта. В комлевой части к тому же приходилось намотку дополнять выкладкой. Применение же двух и более наполнителей или даже одного наполнителя с продольным расположением основы невозможно.
Поэтому в настоящее время практически все зарубежные фирмы отказались от намоточного варианта изготовления лопастей и перешли к выкладочному, занявшись его механизацией: раскроем листов путем резки струей воды или лазерным способом, механизацией укладки, автоматизацией режима прессования, контролем прессования.
На фирме КАМОВ продолжается совершенствование и развитие конструкции и технологии производства лопастей методом выкладки и прессования в жесткой наружной прессформе.
Лопасти Б-7 и Н-1 с использованием стеклоткани сатинового переплетения были спроектированы для относительно легких вертолетов и поэтому работали при сравнительно небольших нагрузках. Для лопастей более скоростных и тяжелых вертолетов Ка-27 и Ка-32 с диаметром несущего винта 15,9 м использовался уже стеклопластик на основе высокопрочной и высокомодульной кордной стеклоткани, предел прочности которой в 2,4 раза, а модуль упругости в 3,2 раза выше, чем соответствующие показатели стеклоткани сатинового переплетения.
При проведении летных испытаний вертолета Ка-27 на нижнем винте были зафиксированы повышенные нагрузки. После всестороннего анализа замеренных в полете нагрузок в лонжероне лопасти нижнего винта 20% стеклопластика заменили углепластиком, имеющим, модуль упругости в 3 раза больший, чем у стеклопластика. Это позволило «отстроить» частоту собственных колебаний лопасти от резонансной частоты с необходимым, запасом. Нагрузки на несущую систему со стеклоуглепластиковыми лопастями уменьшились на 30%, что привело к увеличению ресурса различных агрегатов, подверженных воздействию динамических нагрузок, в 2-3 раза. Таким образом, без изменения конструкции, размеров и массы лопасти была проведена ее доводка. Эти лопасти выпускаются серийно.