
Н. Кузнецов, дизайнер.
Если говорить об интерьере, то надо иметь в виду следующее. Экстерьер автомобиля, т.е. форму кузова может создать и один дизайнер. А вот качественный интерьер, считаю, может быть создан только командой. Что и произошло на проекте 2110.
В отличие от экстерьера, в интерьере есть возможность работу расчленить по элементам – это самый эффективный путь.
В нашем бюро интерьера мы чем только ни занимались, даже электромобилями. Для десяткинадо было предложить универсальный интерьер, годный для любой ситуации: и для ГАИ, и для молодёжи, и для взрослых, и для туризма.
Ведущим по интерьеру 2110был Ю. Бусыгин. Подключались Колыхалов, Плешанов, Новикова, Закотий.
По части интерьера к десяткетребования были, разумеется, высокими. Строго учитывалась функциональность. Чтобы хорошо читались приборы, чтобы был доступ к рычагам, клавишам и кнопкам, чтобы сидеть было удобно и т.п.
Общая беда дизайна в том, что в нём все всёпонимают. Считается даже, что в вине, женщинах и дизайне разбирается любой.
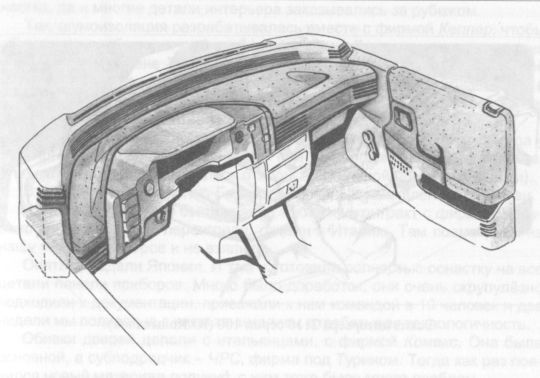
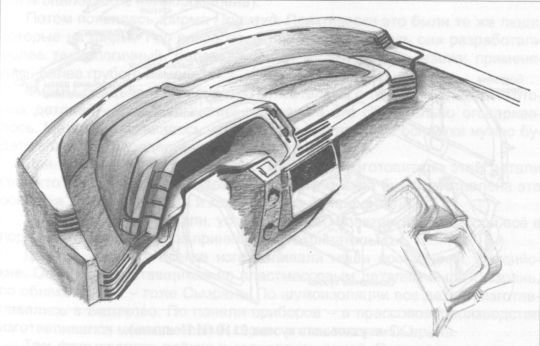
Эскизы панели приборов 2110(В. Плешанов).
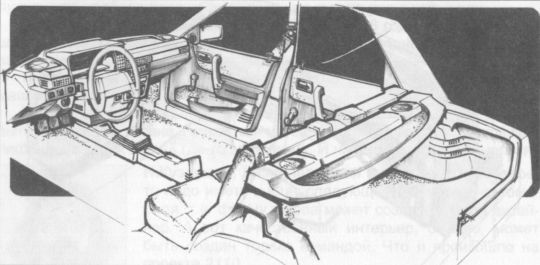
0120-1 Эскиз интерьера 2110серии 100(Ю. Колыхалов).
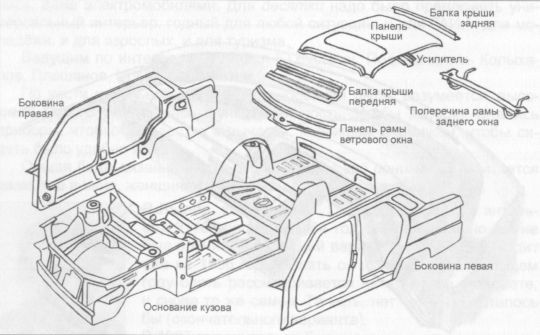
Схема узлования кузова 2110 (И. Новиков).

В. Лылов, конструктор.
Первый техсовет по интерьеру 2110прошёл в 1984 году. Что интересно, он не был принят. Следующий вариант интерьера выходит уже на 1986 год, и опять он не готов. В следующем году опять рассматривается интерьер на техсовете, и снова то же самое. То есть, нет того, что хотелось бы (окончательного варианта).
В 1987 году интерьер был, наконец, частично принят. И тогда, собственно говоря, была разработана концепция, где верх панели приборов делался из байбленда, низ из АБС, и они между собой сваривались вибросваркой.
Сверху – накладка панели приборов, мягкая. Была такая конструкция, и она была даже выдана на подготовку производства.
В разработке конструкции инофирмы участия не принимали. А вся оснастка, да и многие детали интерьера заказывались за рубежом.
Так, шумоизоляция разрабатывалась вместе с фирмой Келлер, чтобы обеспечить требования по внутреннему шуму. Если раньше его уровень был где-то на уровне 78 dB, то сейчас необходимо было обеспечить не более 72 dB, а это непросто. Поэтому мы отправили один образец 2110в Италию и они там доводили его по шумам. Мы поставили его со своими шумоизоляционными материалами, а они там своё уже добавляли.
Оснастку на крышу изготавливала фирма Хенеке(Германия). Тогда у нас ещё было два варианта. Один – под технологию Келлер(где в качестве материала использовались отходы текстильной промышленности).
Второй – под технологию Байер, где использовался пенополиуретан.
На панель приборов был сначала заключён контракт с фирмой Марубени(Япония), потом переиграли, отдали в Италию. Там посмотрели на нашу панель приборов и не взялись.
Опять передали Японии. И там изготовили полностью оснастку на все детали панели приборов. Много было доработок, они очень скрупулёзно подходили к документации, приезжали к нам командой в 10 человек и две недели мы полностью с ними занимались, отрабатывая технологичность.
Обивки дверей делали с итальянцами, с фирмой Комекс. Она была основной, а субподрядчик – ЧРС, фирма под Турином. Тогда как раз появился новый материал поливуд, с ним тоже было много проблем.
Сначала были у нас проработки с фирмой Гор– материал вудсток(50% опилок, 50% полипропилена).
Потом появилась фирма Поливуд. Практически это были те же люди, которые на фирме Горразрабатывали вудсток. Здесь они разработали более технологичный, более дешёвый материал, где опилки применялись более грубого помола.
Фирмы предъявляли оснастку обязательно с предоставлением готовых деталей – при заключении контрактов это обязательно оговаривалось. Мало того, ставилось условие, что при приёмке оснастки нужно будет изготовить определённое количество изделий.
При приёмке как правило присутствовали изготовители этой детали (тот, кто будет делать – Сызрань, к примеру), куда будет поставлена эта оснастка. Наши технологи и конструктора её принимали.
Мы получали эти детали, устанавливали на автомобиль, и если всё в порядке, только тогда всё принималось окончательно.
Детали, конечно, всегда изготавливали наши поставщики, российские. Основным поставщиком по пластмассовым деталям была Сызрань, по обивке крыши – тоже Сызрань. По шумоизоляции все детали изготавливались в Балаково. По панели приборов – в прессовом производстве изготавливался металлический каркас и отвозился в Сызрань.
Там формовалась плёнка и заливалась пеной. Потом эта панель уже отвозилась в Тольятти, поскольку сборка была на заводе. Сначала это было СКП, потом сборку панели приборов передали в ПТО.
Почему мы передаём изготовление оснастки инофирмам?
У нас на заводе есть производство пресс-форм и штампов (ППШ). Раньше оно частично было в прессовом производстве (там делались более крупные пресс-формы), частично у металлургов (размерами помельче). Сейчас ППШ – самостоятельное производство.
Но не хватало ни времени, ни сил, ни оборудования для того, чтобы полностью самим изготавливать оснастку.
Тем более на десятуюмодель, где конструкция панели приборов значительно сложнее.
В то время у Фаршатова и родилась идея создать отдельный завод изготовления пресс-форм. И он активно начал действовать в этом направлении. Но после него всё это оборвалось и реализовано не было.
Всё ли удалось воплотить в жизнь, как было задумано? На всех автомобилях, которые мы создавали, доработка и конструкции, и оснастки шла ещё где-то год, чтобы довести всё до ума. Где-то нестыковки, в конструкции ошибки, ошибки в изготовлении и пр.
Мало того, когда изготавливаются детали кузова, они тоже имеют какие-то отклонения. Пресс-формы изготавливаются – тоже в детали получаются какие-то отклонения. И вот чтобы всё это состыковывалось, сопрягалось, чтобы не было ненужных зазоров и т.п., приходилось дорабатывать. При этом дорабатывалась, как правило, та деталь, которую проще, дешевле доработать.
Скажем, панель приборов, и на ней – крышка вещевого ящика.
Вроде бы неправильно изготовлена панель приборов, но дорабатывали крышку, поскольку оснастка на неё меньше и доработать её проще. И так практически на всех автомобилях.
Усугублялось всё это тем, что образцы делались по обходному варианту и с большими отклонениями от КД. И проверить на образцах – так, как это должно быть, не получалось.
И после того, как автомобиль был запущен на конвейер, приходилось усиливать, скажем, лонжероны – начинали трещать на полигоне на испытаниях. Или ещё что-нибудь в этом роде. И металл приходилось усиливать, а соответственно это затрагивало иногда и интерьер.
Практически в 1989 году весь интерьер на десяткубыл законтрактован. Но в 1990 году все контракты были практически отменены или записаны в депозит, так как в связи с развалом Союза денег не стало. И заводу потом пришлось самому выходить из этой ситуации – искать деньги, находить их, зарабатывать и проплачивать контракты.
Тем более, скажем, вот у нас панель приборов должна быть из двух деталей и свариваться. А на сварку уже денег не хватило, и мы перерабатывали конструкцию таким образом, чтобы панель приборов состояла из одной детали. Воздуховод к ней мы уже крепили на винтах, крышку вещевого ящика с внутренней панелью соединяли тоже винтами.
Панель приборов – это, как правило, 3-4 варианта (от начала до конца). Скажем, уже в 1989 году практически был окончательный вариант, уже была выдана документация с ДЗ.
И пришлось её перерабатывать, чтобы уйти от вибросварки.
Потому что на неё средств у завода просто не было.
Первые две тысячи панелей были изготовлены по обходной технологии. Панель формовалась вакуум-формовкой, накладка панели – тоже, как и практически все детали интерьера.
Изготовление шло в основном в ОПП, а также в УЭП.
Эти панели поставлялись в СКП на сборку с последующей установкой на автомобиль. Правда, практически все эти панели были потом заменены по гарантии.
Поскольку уже при продаже было решено руководством завода эти панели заменять.
По основной же технологии фирма Марубени(Япония) ещё только изготавливала оснастку, которая была принята только в 1996 году.
В настоящее время по панели приборов остался один дефект – зазор между панелью и ветровым стеклом. По документации он допускается до 8 мм (по компоновке 3 мм, но допустили до 8), а он идёт до 12–15 мм. Вдобавок неравномерный – то с одной стороны больше, то с другой.
Проблема эта в основном именно исполнительского характера – сколько ни замеряли кронштейны крепления панели приборов, которые привариваются на кузов, они пляшутдо 17 мм. Это слишком много.
Правда, у нас это было предусмотрено, и панель приборов всё равно вставала на автомобиль, но не с такими же отклонениями!
Мало того, была ещё одна проблема – обивки стоек ветрового окна имели зазор с панелью приборов даже до 7 мм. Но она была устранена введением дополнительных шайб толщиной 6 мм.
Причина этого – опять в кронштейнах, панель приборов не на своём месте. Потом увеличили бобышки в воздуховоде, на которые ложится панель, и эти шайбы-прокладки были убраны.
Много было замечаний по вещевому ящику, по работе его замка. Там причина была в оси замка, которая изготавливалась из проволоки 4 мм.
Проволока эта поступала в бухтах, и когда её раскатывали роликами, то они оставляли на ней поперечную насечку где-то до 0,2–0,3 мм.
И конечно, замки по этим осям ходили с заеданиями, изнашивались, заклинивало их. Усугублялось это ещё и тем, что в производстве часто забывали наносить смазку. Сейчас там, где этих дефектов нет, замки работают бесперебойно.
В общем, остался один дефект – это зазор между панелью и ветровым стеклом. От потребителя, правда, к нему нареканий нет, потому что его просто не видишь – ни за рулём, ни снаружи.
Только тот, кто знает, лезет пальцем – ага, много. То есть, на это обращает внимание только дирекция по качеству.
Интерьерная команда конструкторов по десятке состояла из трёх групп. Первая – это панель приборов, где работали Бояркин, Венгранович, Янгутов, Ковалёв и ещё двое, которые пришли и ушли.
Вторая группа – внутренняя отделка кузова, во главе – Г. Ляхов, с ним Шешин, Киреев, Мерзликин. Третья группа во главе с В. Леваниным занималась термошумоизоляцией кузова.
Сначала работали он и Тузков. Но объём всё время рос, проблем становилось всё больше, и в команду пришли Хидиров и Любимов.
Дизайнером панели приборов на десяткебыл Володя Плешанов.
Начальником бюро был Н. Кузнецов. Плешанов занимался только панелью, остальное делали Бусыгин и сам Кузнецов.
Периодически подключалась Новикова, она занималась обычно обивками дверей. Вот с ними мы и работали.
Больше всего проблем при постановке на производство было, конечно, с базовой машиной. На универсалеи хэтчбекеих было поменьше.
Одиннадцатоймашиной мы начали заниматься практически одновременно с 2110. Но документация, конечно, должна быть выдана сначала на базовую модель.
Если десяткапошла в 1996 году, то уже в следующем была выпущена опытно-промышленная партия 2111. Кузов был сделан в СКП, машину прогнали по конвейеру, а всю заднюю часть дособирали в ОПП. Так было около года.
Потом в СКП решили: зачем в ОПП, когда мы и сами их можем доделывать? И в конце 1998 года универсалпошёл по конвейеру.
Универсалукрепко досталось на булыжнике – 500 кг груза не шутка. Требования были очень высокими. Возникали проблемы с лонжеронами (но это, правда, в другом отделе, не нашем).
У нас здесь тоже были проблемы по интерьеру задней части, где были оригинальные детали.
В частности, было много проблем с полкой багажника. С самого начала полка поднималась, когда открывали заднюю дверь. Много было споров по
тому поводу с главным конструктором. Я лично считал, что это не нужно, он – наоборот. Меня он убедил тем, что если кому не надо, он просто отстегнёт этот привод.
Так вообще-то и получилось. На своём личном универсалея этот привод сразу же отстегнул. Такую конструкцию пытались внедрить и на Самару, но там она как-то не прижилась. А на двенадцатуюона попала.
Была проблема на универсалес креплением заднего сиденья. Но с этим мы уже раньше встречались на Самаре, поэтому всё решилось сравнительно быстро.
Был ещё стук спинки заднего сиденья, очень сложно было правильно отрегулировать упоры. И часто это преподносилось как стук полки багажника – стучит-то сзади! Изменили полку – ничего не дало. Пока не разобрались, что дело совсем не в ней.
Двенадцатаяшла тоже со сдвигом, даже по отношению к универсалу. Завод просто физически не мог освоить сразу три модификации.