Относительно недорогие углепластиковые удилища до сих пор производятся из недорогих промышленных графитированных волокон по незатейливой традиционной, можно сказать, дедовской технологии, в соответствии с которой автор этих строк едва ли не первым в СССР изготовил два десятка удилищ. Два из них «живы» до сих пор и хранятся как своеобразные раритеты.
Вкратце суть этой технологии заключается в следующем. Углеродные волокна в виде ленты или специальной ткани пропитываются связующей смолой, укладываются на конической оправке, сверху опрессовываются (обматываются) термостойкой пленкой (специальный целлофан, полипропилен или арамид). После этого смоле дают затвердеть при комнатной температуре, если изготовление удилища ведется в домашних условиях, или в печи, если удилища изготавливаются промышленным способом. К слову, так же делаются и стеклопластиковые удилища. При такой технологии до сих пор, хотя и редко, используются связующие компоненты холодного затвердевания (например, обычная эпоксидная смола). Так делаются удилища дома и на некоторых кооперативных предприятиях.
Материал удилища, изготовленного по такой технологии, быстро стареет под действием воды и ультрафиолета, деформируется и теряет прочность. Удилища, изготовленные по технологии горячего отверждения связующего материала в специальных печах, лишены вышеназванных недостатков, но во время ручной укладки волокна или ленты затруднительно выполнять качественно все операции при массовом производстве. Однако хуже другое – при такой технологии, после опрессовки пленкой, происходит выдавливание избытка смолы, но не полностью, и содержание связующего компонента в конечном материале достигает 33–35 % по массе. Это неплохо, если используется стандартное и недорогое углеродное волокно.
В случае создания элитного изделия всегда берутся элитные волокна и смолы. Такие материалы традиционно производятся для спецтехники.
Целью создания элитных материалов является производство максимально легких и жестких удилищ длиной свыше десяти метров и удилищ любой длины для профессионального спорта. Достичь поставленной цели можно только путем использования элитных связующих компонентов и волокон параллельно со снижением до минимума содержания связующего компонента в конечном материале.
Ведущие производители делают такие конструкции путем комбинации горячего прессования и вибрационного формования, снижая при этом содержание связующего компонента в материале до 7–8 % и даже до 2 %. Не совсем добросовестные производители часто на своих изделиях, в материале которых содержится 30 % связующего компонента, пишут, что те изготовлены из 98 и даже 100 % графита. Это следует понимать так, что в композите практически нет стеклянных волокон. Когда я впервые встретил в литературе упоминание о том, что созданы конструкции из углеродного композита с 2-процентным содержанием связующего компонента, я сначала не поверил, но источник был слишком серьезным (официальный отчет фирмы «Daiwa»), и речи об ошибке или опечатке не могло быть. Поразмыслив, я понял, как это реализовали. Если углеродные, графитированные волокна уложить строго параллельно, максимально плотно и посчитать, какое пространство между ними останется для связующего компонента, то получится приблизительно 12–14 %. (См. рис. 1.)
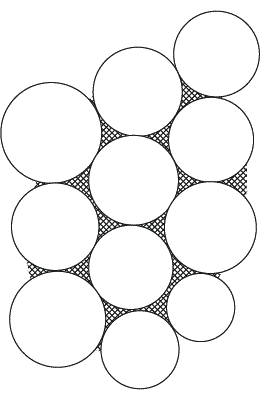
Рис. 1
Однако нужно иметь в виду две вещи. Первое. Для того чтобы склеить между собой волокна, совсем не обязательно заполнять связующим компонентом все пространство между ними, достаточно склеить между собой пленки смолы, окружающие волокна. (См. рис. 2.)
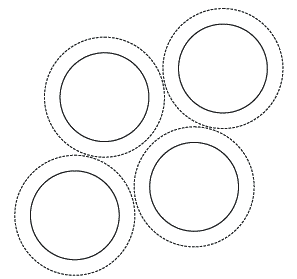
Рис. 2
Для удаления избытка связующего компонента производители используют вакуум (причем под вакуумом находится вся многометровая промышленная установка). Но можно пойти дальше.
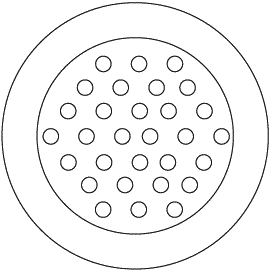
Рис. 3
Само углеродное волокно представляет собой трубу из графитированного углерода, наполненную аморфным углеродом, или сажей, которая является ненужным балластом с точки зрения прочности и веса. (См. рис. 3.) Если избавиться от аморфного углерода и использовать полые волокна, – а это уже из области технологий, которые пока сложны в реализации и безумно дороги, – то можно создавать уникальные по прочности и массе удилища. Именно по таким технологиям сейчас создаются элитные удилища из так называемой «керамики», по классификации «Daiwa». Кроме стоимости, к недостаткам таких удилищ нужно отнести относительно высокую хрупкость при боковых ударах об острые поверхности и микровибрации при манипулировании со снастью. Напряженный материал из высокомодульных волокон имеет широкий спектр внутренних резонансных колебаний, которые практически не ощущаются, но воздействуют на кисти рук и незаметно вызывают их усталость. Часа через четыре интенсивной ловли такой снастью кисть руки буквально отваливается. Хотя руку можно и сменить.
В заключении к краткому экскурсу в область материалов для удилищ мне бы хотелось предупредить рыболовов об одном все еще распространенном жульничестве производителей. Еще нередки случаи, когда обычное, крашенное в черный цвет удилище из стеклопластика они выдают за углепластиковое. Проверить это очень легко, нужно снять нижнюю пробку и посмотреть на «заходы» колен: они обычно не покрыты краской, и невооруженным глазом видно, из какого материала изготовлено удилище.
Но бывают случаи, когда производитель окрашивает не готовое изделие, а вводит черную сажу (что тоже углерод, но не графит) в состав связующего компонента. Распознается имитация по более грубой фактуре плетения нитей стеклянных волокон и, конечно, по весу удилища.
Большое значение имеет покрытие колен удилищ. Самые простые недорогие модели окрашивают, более дорогие углепластиковые удилища покрываются ударопрочными лаками, а элитные – еще и тонкими защитными слоями из фтор органики, которые защищают не только от воды, но и от ультрафиолета.
1.2. Конструкции поплавочных удилищ
Поплавочные удилища принято подразделять в соответствии с конструкцией.
Самые простые удилища конструкционно – это целиковые, или неразборные, которые уже упоминались.
Штекерные удилища. Служат для ловли, при которой длина лески приблизительно равна длине удилища, называются также штекерными маховыми из-за техники заброса оснастки. Самые простые и всем известные штекерные удилища – двух– и трехколенные бамбуковые.
Телескопические, или меховые, удилища. Колена таких удилищ стыкуются так же, как выдвижные части антенны радиоприемника или телевизора.
Штекерные удилища. Предназначены для ловли с укороченной леской.
Удилища с пропускными кольцами для ловли в проводку. Получили в последние годы название «болонезы», но я считаю, что их правильнее называть соответственно способу ловли, для которого они предназначены, – «проводочные». «Проводочные» удилища с успехом используются во время ловли плавом и как основа «живцовой» снасти.
Удилища с кольцами для ловли более чем в 25–30 м от берега. Их принято называть «удилищами для дальнего заброса оснастки». Используемое сегодня для них название «матчевые», на мой взгляд, понятное, но не совсем точное. «Матчевое» удилище может быть любым другим по конструкции, главная его особенность заключается в том, что оно сконструировано для ловли в условиях соревнований.
Остановлюсь на удилищах каждой названной конструкции и областях их применения.