Немногим более половины ножей (10 экз.) было изготовлено в простых технологических схемах (технологическая группа I). Большинство орудий в этой группе отковано из сырцовой стали. Лишь один нож оказался цельножелезным. Но плохая сохранность лезвия не исключает применения при его изготовлении более сложной технологической схемы. Технологическая схема одного ножа (рис. 39, ан. 9552) свидетельствует о применении при его изготовлении химикотермической обработки (сквозной цементации). Основа откована из кричного железа, качество ковки хорошее. Заключительной операцией по улучшению рабочих свойств орудия была резкая закалка.
В технологической группе II (9 экз.) преобладали ножи, изготовленные по технологической схеме косой боковой наварки (рис. 39, ан. 9230, 9231А, 10457). Сварка у двух образцов не отличается высоким качеством. Это позволяет предположить, что данные ножи изготовлены кузнецами, которые не обладали достаточными производственными навыками.
Два ножа имели лезвие, наваренное в торец (рис. 39, ан. 9963А, 9964А). Еще у двух ножей при оформлении лезвия применена V-образная наварка (рис. 39, ан. 9234А, 9551). Все изделия этой технологической группы подверглись термообработке — в большинстве случаев резкой закалке.
Следует отметить, что в предшествующее время (вторая половина XII — первая половина XIII в.) при изготовлении ножей преобладали схемы технологической группы I (целиком из сырцовой стали). Доля орудий, изготовленных с применением технологической сварки (технологическая группа II), превышает 35 % (Завьялов 2004: 206). Можно предполагать, что под влиянием более крупных городских центров в золотоордынское время у местного населения распространяется продукция, изготовленная в наварной технологии. Пока трудно сказать, происходило ли распространение изделий с наварными лезвиями посредством торгового обмена или новые технологии осваиваются местными мастерами.
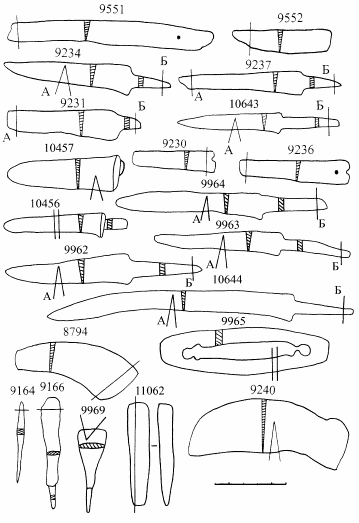
Рис. 38. Кузнечные изделия XIV–XV вв. из Ростиславля Рязанского
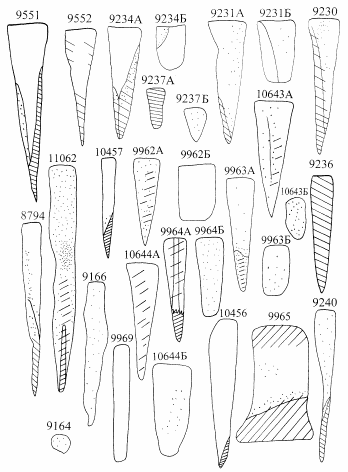
Рис. 39. Технологические схемы изготовления кузнечных изделий из Ростиславля Рязанского
Среди инструментов из коллекции кузнечных поковок золотоордынского времени обращает на себя внимание зубило. Находка этого орудия свидетельствует о присутствии на городище металлообрабатывающего производства. Зубило отковано из высокоуглеродистой заготовки (содержание углерода 0,7–0,9 %, на отдельных участках наблюдается структура заэвтектоидной стали), в которую было вварено стальное лезвие. Заключительной операцией была закалка лезвия с последующим низким отпуском (рис. 39, ан. 11062).
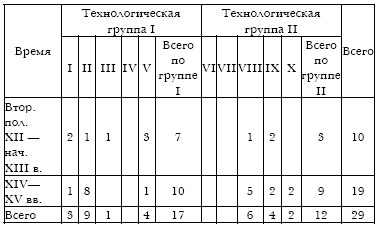
Таблица 10. Хронологическое распределение исследованных ножей из Ростиславля Рязанского по технологическим группам: I — целиком из железа; II — целиком из сырцовой стали; III — целиком из качественной стали; IV — пакетирование; V — цементация; VI — трехслойный пакет; VII — вварка; VIII — косая наварка; IX — торцовая наварка; X–V-образная наварка
Косы изготовлены по технологии косой боковой наварки стального лезвия (рис. 39, ан. 8794, 9240). Серп откован из пакетной заготовки (вторичное использование металла).
Исследованное кресало изготовлено в традиционной для таких поковок технологической схеме — наваркой стальной ударной пластины с последующей резкой закалкой.
Из кричного железа откованы скребница, наконечник стрелы и ключ.
Наконечники стрел и шило выкованы из сырцовой стали (рис. 39, ан. 9164, 9166). Содержание углерода в стали до 0,3 %.
Как видно из приведенных результатов, в золотоордынский период среди ножей из Ростиславля Рязанского технологические группы I и II представлены примерно равными долями. Но технологическая сварка большинства предметов не отличается высоким качеством. Приведенные аналитические данные позволяют с определенной уверенностью говорить, что в золотоордынское время производственные традиции предшествующего периода не прервались. Несмотря на то что доля изделий технологической группы II возрастает, качество продукции, относящейся к этой группе, не меняется: по-прежнему используется сырцовая (а не качественная) сталь, сварка не отличается высоким качеством. Кузнечная продукция из Ростиславля Рязанского документирует железообрабатывающее ремесло малого города, удаленного от крупных производственных центров. Ремесленники такого городка удовлетворяли потребности лишь местного, незначительного по своему объему рынка.
Серенск
Городище Серенск расположено в Мещовском районе Калужской области на правом берегу р. Серены при впадении в нее безымянного ручья. Впервые в летописи Серенск упоминается в 1147 г. Городище состоит из двух частей: детинца и окольного города, от которого детинец отделяется высоким валом и глубоким рвом. Общая датировка памятника — XII–XVI вв. Верхний горизонт культурного слоя датируется толстостенной белоглиняной и чернолощеной керамикой XIV–XVI вв. Ниже лежит черный рыхлый слой с включениями древесного угля, обожженной глины, извести. По мнению Т. Н. Никольской, находки в этом слое документируют разгром города во время татаро-монгольского нашествия: срезни в виде узкой лопаточки — тип, не характерный для древнерусских наконечников стрел. О постигшей город катастрофе говорят и обнаруженные в разных частях города скелеты людей (Никольская 1981: 140).
Сложение нижних горизонтов культурного слоя происходило в домонгольское время. В этом слое обнаружены остатки жилых и производственных построек и собраны многочисленные находки, относящиеся к XII–XIII вв. Среди них значительную часть составляют изделия из черного металла. Находки шлаков свидетельствуют о местном железопроизводстве (Никольская 1981: 136).
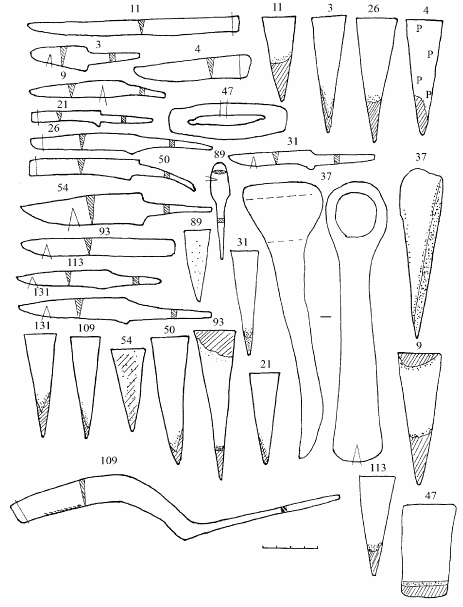
Рис. 40. Серенск. Кузнечные изделия второй половины XIII–XIV в. и технологические схемы их изготовления
Для технологического изучения кузнечной продукции отобрано 56 предметов: ножи, серпы, косы, топоры, кресала, наконечники стрел (рис. 40).
При изготовлении ножей применялись шесть технологических схем: целиком из железа (3 экз.), из сырцовой стали (2 экз.), из цементованной стали (1 экз.), торцовая (17 экз.),
косая (5 экз.) и V-образная наварка (3 экз.). Исследованные серпы золотоордынского времени изготовлены по технологическим схемам наварки с последующей термической обработкой. Наварные лезвия имели косы, топор и тесло. В технологии наварки изготовлено и кресало. Все исследованные наконечники стрел оказались цельножелезными.
Рассматривая кузнечное сырье, можно отметить, что железо плохо освобождено от шлаковых включений, часто наблюдаются крупные включения шлака. Сталь несколько чище, но также загрязнена шлаками.
Таблица 11. Хронологическое распределение исследованных ножей из Серенска по технологическим группам: I — целиком из железа; II — целиком из сырцовой стали; III — целиком из качественной стали; IV — пакетирование; V — цементация; VI — трехслойный пакет; VII — вварка; VIII — косая наварка; IX — торцовая наварка; X–V-образная наварка
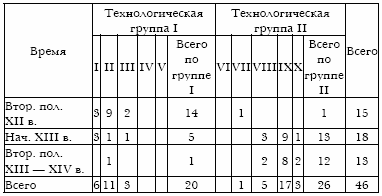
Хронологическое распределение изученной коллекции кузнечной продукции позволяет утверждать, что в домонгольское время при изготовлении ножей преобладала технологическая группа I. Лишь в начале XIII в. цельностальные ножи вытесняются орудиями с наварными лезвиями (табл. 11). Другие качественные изделия на всем протяжении существования города изготавливались по схеме наварки стального лезвия на железную основу (Хомутова 1973).
Факт смены технологических приоритетов в кузнечном ремесле Серенска в начале XIII в., на наш взгляд, объясняется политическими событиями 1208 г., когда «послал великий князь Всеволод воеводу своего Степана Здиловича к Серенску и пожже город весь» (Летописец 1851: 108). Возможно, что после взятия города суздальцами в нем появились мастера — носители иной (северной) производственной традиции. Эта традиция в короткое время укрепилась в местном кузнечном ремесле и продолжалась в период татаро-монгольского нашествия.