К. В. Безменова.
Лит.: Масютин В., Гравюра и литография, М.— Берлин, 1922; Фалилеев В. Д., Офорт и гравюра резцом, М.— Л., 1925; Айзеншер И. Я., Техника офорта. Гравюра на металле, Л.— М., 1939; Кристеллер П., История европейской гравюры. XV—XVIII века, пер. с нем., [Л.], 1939; Очерки по истории и технике гравюры, [Сб. ст.], М., 1941; Корнилов П. Е., Офорт в России 17—20 веков, М., 1953; Виппер Б. Р., Графика, в его кн.: Статьи об искусстве, М., 1970; Звонцов В., Шистко В., Офорт, М., 1971.
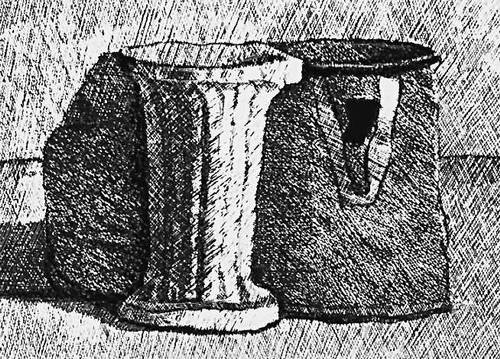
Дж. Моранди. Натюрморт. 1950.

Дж. Б. Пиранези. Из серии «Фантазии на тему темниц» (1745—50).
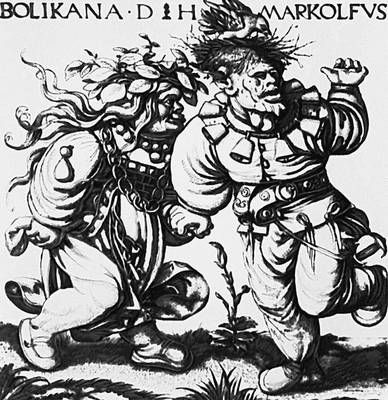
Д. Хопфер. «Шуты Маркольф и Боликана» (персонажи народных историй). Около 1520.
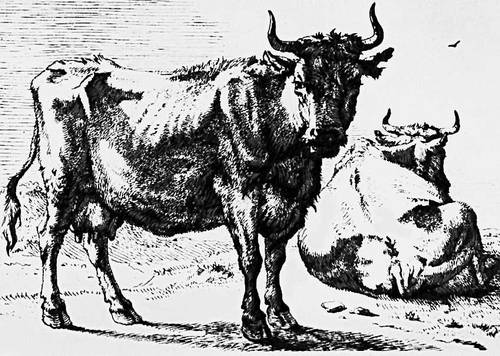
П. Поттер. «Корова». Середина 17 в.
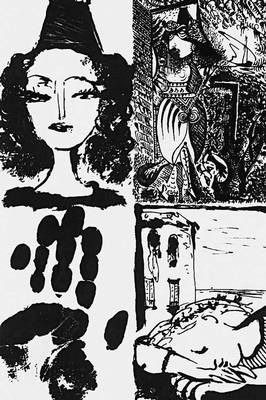
П. Пикассо. Иллюстрация к поэме П. Элюара «Перила». 1936.
В. В. Матэ. Портрет П. М. Третьякова (с картины И. Е. Репина). 1894.

Х. Сегерс. «Пейзаж с двумя колокольнями». Цветной офорт. 1-я треть 17 в.

В. А. Серов. «Мальчик с петухом». 1896—98.

Рембрандт. «Слепой Товий». 1651.

Т. Стейнлен. «Больной ребёнок». Офорт и мягкий лак. 1902.

А. ван Дейк. Портрет Лукаса Ворстермана. Около 1626—32.
В. Толли «Озеро над городом». Цветной офорт. 1967.
Ж. Калло. «Эсгангарато и Кокодрилло». Из серии «Балли ди Сфессания» («Танцы беззадых», 1622).
И. И. Нивинский. Фронтиспис к книге И. В. Гёте «Римские элегии». Цветной офорт. 1933.

Ф. Гойя. «Родословная». Из серии «Капричос» (1797—98).

Каналетто. «Отшельник». Середина 18 в.
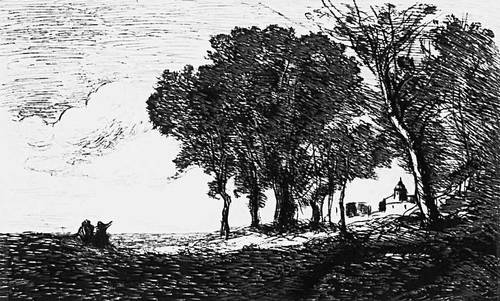
К. Коро. «В дюнах. Воспоминания о Гаагском лесе». 1869.

И. А. Фомин. «Рим». Офорт и акватинта. 1910.
«Офранцуженные»
«Офранцу'женные» (исп. afrancesados), сторонники французского господства в Испании в период оккупации страны войсками Наполеона I, сотрудничавшие с оккупантами. Состав «О.» был пёстрым — от противников испанского абсолютизма, надеявшихся на проведение прогрессивных реформ, до карьеристов, рассчитывавших на служебные и материальные выгоды. Широкие народные массы относились к «О.» враждебно; имели место случаи убийства их толпой. Кадисские кортесы (1810—13), а позднее — вернувшийся в 1814 из французского плена Фердинанд VII серьёзно ограничивали «О.» в правах. Однако применение постановлений против «О.» постепенно смягчалось. В 1820 они были амнистированы.
Офсетная печать
Офсе'тная печа'ть (англ. offset), способ печатания, при котором краска с печатной формы передаётся под давлением на промежуточную эластичную поверхность резинового полотна, а с неё на бумагу или другой печатный материал. Принцип О. п. предложен в 1905 в США, когда была создана первая офсетная печатная машина. Обычно название «О. п.» объединяет процессы печатания с форм плоской печати, которые основаны на избирательном смачивании печатающих элементов краской, а пробельных — водным раствором, что достигается благодаря различным молекулярно-поверхностным свойствам отдельных участков формы. В процессе печатания форму попеременно смачивают водным раствором и закатывают краской, после чего вводят под давлением в контакт с поверхностью резиновой пластины, а последнюю — в контакт с бумагой и получают отпечаток. Таким образом происходит двукратная передача изображения и бумага не входит в непосредственный контакт с печатной формой, что позволяет резко сократить давление, необходимое при печатании, а следовательно, и износ формы, увеличить скорость печатания и улучшить качество воспроизведения.
Технология О. п. основана на применении фотомеханических методов и электронной техники в формных процессах, а также использовании средств механизации и автоматизации при изготовлении форм и печатании. Офсетные печатные формы изготавливаются на алюминиевых или цинковых пластинах толщиной 0,35—0,8 мм, поверхность которых подвергают механической обработке (зернению) для получения равномерно матовой поверхности. Печатающие и пробельные элементы на поверхности пластин образуются путём создания различных по молекулярно-поверхностным свойствам плёнок, устойчиво воспринимающих влагу или краску. Это так называемые монометаллические формы. Алюминиевые пластины для увеличения адсорбционной способности и повышения износостойкости поверхности подвергают комплексной электрохимической подготовке на автоматизированных гальванолиниях. Применяются также способы изготовления форм на полиметаллических пластинах, основанные на использовании двух металлов с разными молекулярно-поверхностными свойствами: меди для создания устойчивых печатающих элементов и никеля (или хрома, нержавеющей стали) — для пробельных. Высокие гидрофильность и износостойкость пробельных элементов позволяют применять полиметаллические формы при печатании изданий большими тиражами на высокоскоростных печатных машинах. Полиметаллические пластины обычно изготавливают на алюминиевой или стальной основе и гальваническим путём наносят на всю поверхность пластины плёнки меди толщиной до 10 мкм и никеля или хрома толщиной 1—3 мкм.
Печатающие элементы на монометаллических или полиметаллических пластинах создаются фотохимическим способом путём копирования изображения через негатив или диапозитив на светочувствительный копировальный слой. Такие слои изготавливают из высокомолекулярных соединений (альбумин, камедь сибирская лиственница, поливиниловый спирт и др.) и хромовых солей, или диазосоединений, с введением плёнкообразующих веществ или фотополимеров. Продукты фотохимической реакции хромовых солей обладают дубящим действием. При копировании на освещенных участках слой дубится и теряет способность растворяться в воде. С неосвещенных участков, защищенных непрозрачными элементами негатива или диапозитива, слой удаляется при проявлении, и на пластине создаётся изображение — печатающие элементы. Более широко используются копировальные слои на диазосоединениях, в которых под действием света происходит фотохимический распад в освещенных местах и слой удаляется с этих участков пластины при проявлении. В копировальных слоях из фотополимеров под действием света на освещенных участках происходит полимеризация слоя и потеря растворимости в воде. С неосвещенных участков слой удаляется при проявлении. Копировальный слой на диазосоединениях и фотополимеры, нанесённые тонким слоем на металлические пластины (моно- или полиметаллические), длительное время (более года) не изменяют свойств, что позволяет производить подготовку металлов и предварительное очувствление пластин на специализированных предприятиях.