Метод свободных колебаний (см. Собственные колебания) основан на анализе спектра свободных колебаний контролируемого изделия, возбуждённого ударом; применяется для обнаружения зон нарушения соединений между элементами в многослойных клеёных конструкциях значительной толщины из металлических и неметаллических материалов.
Ультразвуковая Д., использующая несколько переменных параметров (частотный диапазон, типы волн, режимы излучения, способы осуществления контакта и др.), является одним из наиболее универсальных методов неразрушающего контроля.
Капиллярная Д. основана на искусственном повышении свето- и цветоконтрастности дефектного участка относительно неповреждённого. Методы капиллярной Д. позволяют обнаруживать невооружённым глазом тонкие поверхностные трещины и др. несплошности материала, образующиеся при изготовлении и эксплуатации деталей машин. Полости поверхностных трещин заполняют специальными индикаторными веществами (пенетрантами), проникающими в них под действием сил капиллярности. Для так называемого люминесцентного метода пенетранты составляют на основе люминофоров (керосин, нориол и др.). На очищенную от избытка пенетранта поверхность наносят тонкий порошок белого проявителя (окись магния, тальк и т.п.), обладающего сорбционными свойствами, за счёт чего частицы пенетранта извлекаются из полости трещины на поверхность, обрисовывают контуры трещины и ярко светятся в ультрафиолетовых лучах. При так называемом цветном методе контроля пенетранты составляют на основе керосина с добавлением бензола, скипидара и специальных красителей (например, красной краски). Для контроля изделий с тёмной поверхностью применяют магнитный порошок, окрашенный люминофорами (магнитнолюминесцентный метод), что облегчает наблюдение тонких трещин.
Чувствительность капиллярной Д. позволяет обнаруживать поверхностные трещины с раскрытием менее 0,02 мм. Однако широкое применение этих методов ограничено из-за высокой токсичности пенетрантов и проявителей.
Д. — равноправное и неотъемлемое звено технологических процессов, позволяющее повысить надёжность выпускаемой продукции. Однако методы Д. не являются абсолютными, т.к. на результаты контроля влияет множество случайных факторов. Об отсутствии дефектов в изделии можно говорить только с той или иной степенью вероятности. Надёжности контроля способствует его автоматизация, совершенствование методик, а также рациональное сочетание нескольких методов. Годность изделий определяется на основании норм браковки, разрабатываемых при их конструировании и составлении технологии изготовления. Нормы браковки различны для разных типов изделий, для однотипных изделий, работающих в различных условиях, и даже для различных зон одного изделия, если они подвергаются различному механическому, термическому или химическому воздействию.
Применение Д. в процессе производства и эксплуатации изделий даёт большой экономический эффект за счёт сокращения времени, затрачиваемого на обработку заготовок с внутренними дефектами, экономии металла и др. Кроме того, Д. играет значительную роль в предотвращении разрушений конструкций, способствуя увеличению их надёжности и долговечности.
Лит.: Трапезников А. К., Рентгенодефектоскопия, М., 1948; Жигадло А. В., Контроль деталей методом магнитного порошка, М., 1951; Таточенко Л. К., Медведев С. В., Промышленная гамма-дефектоскопия, М., 1955; Дефектоскопия металлов. Сб. ст., под ред. Д. С. Шрайбера, М., 1959; Современные методы контроля материалов без разрушения, под ред. С. Т. Назарова, М., 1961; Кифер И. И., Испытания ферромагнитных материалов, 2 изд., М. — Л., 1962; Гурвич А. К., Ультразвуковая дефектоскопия сварных соединений, К., 1963; Шрайбер Д. С., Ультразвуковая дефектоскопия, М., 1965; Неразрушающие испытания. Справочник, под ред. Р. Мак-Мастера, пер. с англ., кн. 1—2, М. — Л., 1965; Дорофеев А. Л., Электроиндуктивная (индукционная) дефектоскопия, М., 1967.
Д. С. Шрайбер.

Рис. 6. Ультразвуковая многоканальная установка для автоматизированного контроля слитков эхометодом: 1 — ванна для погружения изделий; 2 — манипулятор для юстировки искательной головки; 3 — самозаписывающий регистратор дефектов; 4 — ультразвуковые дефектоскопы; 5 — приборы для контроля шага и скорости сканирования; 6 — пульт управления; 7 — контролируемый слиток; 8 — приводной валок.

Рис. 3. Осадок магнитного порошка (из суспензии) на невидимых глазом закалочных трещинах в стальной детали.

Рис. 4. Универсальный магнитный дефектоскоп с электронным управлением. Контролируемая деталь (вал) установлена в бабках дефектоскопа.
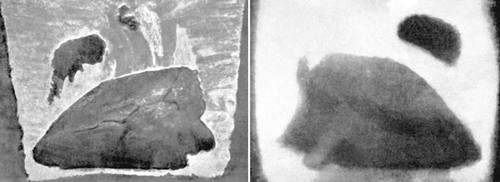
Рис. 2. Снимок в гамма-излучении (слева) и фотография разреза прибыли (справа) слитка массой около 500 кг; видна усадочная раковина.
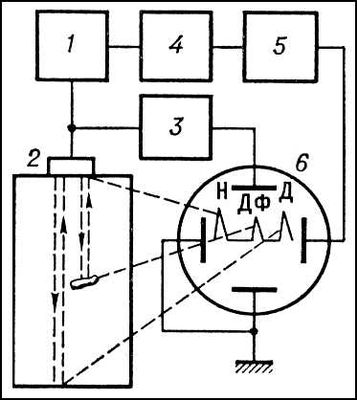
Рис. 5. Блок-схема ультразвукового эходефектоскопа: 1 — генератор электрических импульсов; 2 — пьезоэлектрический преобразователь (искательная головка); 3 — приёмно-усилительный тракт; 4 — хронизатор; 5 — генератор развёртки; 6 — электроннолучевая трубка; Н — начальный сигнал; Д — донный эхосигнал; ДФ — эхосигнал от дефекта.
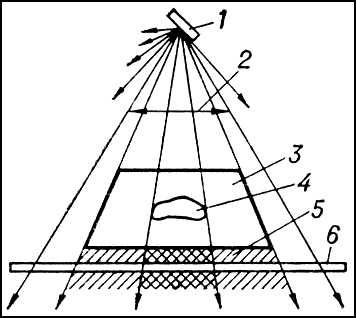
Рис. 1. Схема рентгеновского просвечивания: 1 — источник рентгеновского излучения; 2 — пучок рентгеновских лучей; 3 — деталь; 4 — внутренний дефект в детали; 5 — невидимое глазом рентгеновское изображение за деталью; 6 — регистратор рентгеновского изображения.
«Дефектоскопия»
«Дефектоскопи'я», научно-технический журнал, издаётся АН СССР в Свердловске с 1965. Создан на базе института физики металлов. Выходит 6 раз в год. «Д.» публикует оригинальные статьи об изысканиях в области теории и техники неразрушающего контроля качества материалов и изделий, о результатах лабораторных и промышленных испытаний дефектоскопов. Освещает опыт применения контрольной аппаратуры на заводах, опыт контроля строительных конструкций и материалов и др. Тираж (1972) 3,5 тыс. экземпляров. Переиздаётся на английском языке в Нью-Йорке (США).
Дефекты в кристаллах
Дефе'кты в криста'ллах (от лат. defectus — недостаток, изъян), нарушения периодичности кристаллической структуры в реальных монокристаллах. В идеализированных структурах кристаллов атомы занимают строго определённые положения, образуя правильные трёхмерные решётки (кристаллические решётки). В реальных кристаллах (природных и искусственно выращенных) наблюдаются обычно различные отступления от правильного расположения атомов или ионов (или их групп). Такие нарушения могут быть либо атомарного масштаба, либо макроскопических размеров, заметные даже невооружённым глазом (см. Дефекты металлов). Помимо статических дефектов, существуют отклонения от идеальной решётки другого рода, связанные с тепловыми колебаниями частиц, составляющих решётку (динамические дефекты, см. Колебания кристаллической решётки).
Д. в к. образуются в процессе их роста (см. Кристаллизация), под влиянием тепловых, механических и электрических воздействий, а также при облучении нейтронами, электронами, рентгеновскими лучами, ультрафиолетовым излучением (радиационные дефекты) и т.п.
Различают точечные дефекты (нульмерные), линейные (одномерные), дефекты, образующие в кристалле поверхности (двумерные), и объёмные дефекты (трёхмерные). У одномерного дефекта в одном направлении размер значительно больше, чем расстояние между соседними одноимёнными атомами (параметр решётки), а в двух других направлениях — того же порядка. У двумерного дефекта в двух направлениях размеры больше, чем расстояние между ближайшими атомами, и т.д.