Прежде всего, нам пришлось бы приобрести листы трансформаторной стали. Они имеют определенные размеры: примерно 700–800 миллиметров в ширину и 1200–1500 миллиметров в длину. Далее, из этих листов нужно было бы нарезать полосы, ширина которых соответствует, с небольшим запасом, ширине трансформаторной пластины. Если у нас имеется готовый штамп, то дело просто. Устанавливаем штамп в прессе и начинаем штамповать пластины.
На рисунке можно видеть нарезанные полосы, отштампованные пластины и отходы листовой стали после штамповки. Вы видите, что на заготовленных полосах, особенно на концах, осталось еще изрядно материала. Но в сравнении с основным отходом, который получается при просечке окон в пластине, это — капля. И все-таки так нередко делается еще. Многие заводы продолжают штамповать трансформаторные пластины у себя в цехе. Если приходится много штамповать, то потери все же оказываются терпимыми. Правда, я уверен, что скоро откажутся от этого.
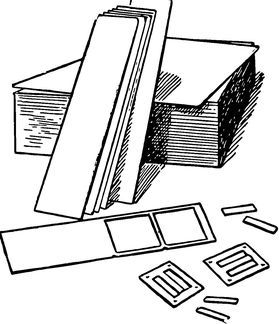
Стадии изготовления трансформаторных пластин.
Но совсем плохо будет, если для новых пластин придется изготавливать штамп. Его изготовление, особенно на тех предприятиях, где этим специально не занимаются, дело непростое. Уходит очень много труда рабочих высокой квалификации, долгое время заняты станки, тратится качественная сталь. Бывает и так: изготовят штамп, а начнут его калить, матрицу — основную часть штампа — и «поведет», то есть изогнется она. Может она при закалке и лопнуть. Тогда труд пропал, и начинай все сначала.
Затраты труда на изготовление штампа становятся тем более ощутимыми, чем меньше придется штамповать пластин. Изготовление штампа обходится дорого, больше тысячи рублей, если его делают в полукустарных условиях. Тысяча рублей — это 100 000 копеек. Надо стоимость штампа разложить на количество пластин. Бывает, что их нужно всего тысяч десять. Вот и получается, что одна пластина обойдется в 10 копеек! Обычно пластин в выходном трансформаторе бывает от 50 до 100 штук. Значит, только один сердечник будет стоить 5—10 рублей, не считая оплаты за штамповку и не считая стоимости материала и его перевозки. А ведь основная стоимость обычного трансформатора не сердечником определяется. Если таким же кустарным способом мотать и катушку для трансформатора, то получится он очень дорогим: рублей 40–50.
Все будет совсем по-другому, если трансформаторные пластины изготовлять на специализированном заводе в соответствии с ГОСТом. Здесь буквально на всем можно сэкономить. Штамп будет дешевле в изготовлении, потому что можно создать цех специально для изготовления и ремонта штампов. Стоимость штампа будет раскладываться не на жалкие десять тысяч пластин, а на сотни тысяч. Гораздо лучше будет дело обстоять с отходами. Из отходов от больших пластин можно наштамповать маленькие пластины или пустить эти отходы для другого назначения, других типов пластин. С завода выходит готовая продукция, ее вес почти в два раза меньший, чем вес исходного материала: опять же экономия — меньше расходы на перевозку. В общем, в результате того что на специализированном предприятии трансформаторные пластины становятся массовой продукцией, удается осуществить огромную экономию труда, экономию материалов. Можно в этом случае создавать даже очень дорогие специализированные станки.
И хоть они будут очень дорогими, эти станки, все равно стоимость одной пластины можно будет свести к малым долям копейки. Стоимость машины разложится на очень большое число пластин, а, кроме того, она сама будет приносить экономию; она повысит производительность труда, снизит непроизводительные затраты, уменьшит отходы. Если же вести речь о потребностях всей страны, такая экономия даст огромный выигрыш. Снизив себестоимость пластины на 0,5 копейки, мы на миллионе пластин получим экономию 5000 рублей. А ведь специализированный завод штампует их десятками миллионов!
Не стоит ли сделать еще шаг и стандартизовать не только пластины, но и сами выходные трансформаторы и тоже делать их на специализированном заводе? Что же, если таких трансформаторов требуется много, то такой шаг принесет большую пользу. Так и делается. Теперь во всех телевизорах, независимо от типа и названия, стоят одинаковые трансформаторы — так называемые унифицированные трансформаторы. И трансформаторы стали от этого только лучше, хотя и не подорожали, а, наоборот, подешевели.
Так всегда бывает. Сперва стандартизуют только самое необходимое, самое общее. А потом, по мере развития производства, стандартизация распространяется даже на очень сложные, очень тонкие детали и устройства, лишь бы их делали в больших количествах.
Вот что нам дает стандартизация. Но она помогает не только сократить затраты материалов, увеличить производительность труда и снизить стоимость продукции. В любом ГОСТе всегда предусмотрены жесткие требования к качеству продукции, к постоянству и неизменности ее, к внешнему виду. ГОСТ говорит и о том, как производить контроль, испытания и приемку готовой продукции. Если учесть, что ОТК — отдел технического контроля — не подчиняется непосредственно директору предприятия, а ГОСТ имеет силу закона, можно понять, что с помощью ГОСТа на любом заводе, на любой фабрике можно навести хороший порядок, поднять культуру производства.
Мы уже говорили о часах, даже чуть-чуть познакомились с их устройством. Но говорили мы о больших, маятниковых часах, которые на руку не наденешь. Самыми же распространенными часами являются часы небольших размеров с пружинным заводом вместо гирь и с балансиром вместо качающегося маятника. Такие часы удобно носить на руке или в кармане. Их во всем мире сотни миллионов, и стоимость у них сравнительно небольшая. Если вдуматься, это же поразительный факт: такое сложное устройство, необыкновенно точное, и в то же время их может свободно купить большинство людей! Часы, которые уходят на одну минуту за сутки, считаются не очень точными. А между тем это соответствует точности в 1/1440, то есть меньше 0,1 %.
Вольтметр или амперметр такой точности обойдется в несколько тысяч рублей. При этом, чтобы он работал со столь высокой точностью, нужно поместить его в таком месте, где температура не выше и не ниже определенной, установить на ровном, совершенно неподвижном основании, выровнять по ватерпасу и особым образом расположить относительно Северного и Южного полюсов Земли.
Часы ничего этого не требуют и все-таки обеспечивают великолепную точность и стоят дешево. Этому есть две причины. Об одной, о стабилизирующем действии маятника, который в обычных часах заменен также очень точным пружинным маятником — балансиром, я уже говорил. Вторая причина заключается в том, что даже очень точный и сложный прибор можно сделать дешевым, если его производить в массовых количествах, методами массового производства. Точных вольтметров или амперметров, может быть, нужно несколько тысяч, да и то они производятся в разных странах, разными заводами. Поэтому перевести их на массовое производство нельзя. Вот они и стоят дорого.
Получается парадокс: очень сложные, тонкие приборы или машины, изготовленные массовым путем, могут стоить значительно дешевле, чем более простые приборы и машины, изготовленные малыми сериями. На примере изготовления трансформатора мы выяснили некоторые причины, почему так получается. Но есть и другие причины, о которых я хочу еще рассказать.
Прежде всего, какое оборудование имеется на заводе, где выпуск продукции осуществляется мелкими сериями? Какие, например, в этом случае применяются металлообрабатывающие станки?
Если на одном и том же станке приходится выполнять различные операции — сегодня, например, обтачивать какие-либо оси, на другой день нарезать болты, а на третий торцевать поверхности, — то, естественно, станок должен «уметь» выполнять все эти работы. То есть он должен быть в известной степени универсальным. Так и бывает на самом деле. Промышленностью выпускается для этих целей большое количество универсальных токарно-винторезных станков.