— Я бы сам наладил, — робко сказал парень, переступая с ноги на ногу.
— Будет. Останешься в цехе. Поговорим.
Опустившись на узкую скамейку, мастер обернулся к молодому человеку и спросил в упор:
— Случалось тебе, Федор, поднимать руку на друга?
— Вы это о чем, Степан Ильич?
— Садись и слушай. Объясню. Присмотрись, — сказал он, — к нашему автоматическому цеху. Поближе познакомься с работой твоих верных помощников.
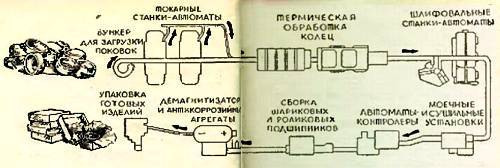
В небольших аккуратных коробочках, выбрасываемых одна за другой упаковочной машиной, завернуты в промасленную бумагу подшипники. Если бы решили когда-нибудь устроить в технике конкурс на самую распространенную деталь, то эти круглые стальные изделия, бесспорно, заняли бы первое место.
Цех наш называется цехом массовых подшипников. Это значит — выпускаем мы самые распространенные в промышленности марки. От зеркально-блестящего готового подшипника разительно отличается вот эта ржавая «черная» поковка.
А вместе с тем именно в таком виде поступает к нам из кузнечного цеха будущий подшипник. Первым делом попадает он из бункера во власть токарного станка-автомата.
Доводилось ли тебе видеть, как вырезает портрет человека резчик по дереву? Сначала намечает он приблизительную форму головы, линии лица, затылка, шеи. Линии эти, по-нашему говоря «параметры», резчик прочерчивает сперва вчерне. Этой работе подобна деятельность токарного станка-автомата. На поковке станок вырезает «черты лица» внешнего и внутреннего колец подшипника. Правда, призадумаешься, прежде чем скажешь слово «вчерне», ведь точность здесь измеряется сотыми долями миллиметра.
Быстро и точно машина обрабатывает деталь. Работой управляют автоматы. Они вовремя подведут к детали резец, во-время подадут команду об окончании обработки.
Электрический мозг станка — реле времени — заставляет все исполнительные механизмы станка уложиться ровно в 56 секунд.
Разумеется, если бы резцы вступали в дело один за другим, такого скудного времени им не хватило бы. А главное, частые путешествия детали от резца к резцу, несомненно, сказались бы на точности обработки. В станке-автомате различные инструменты, установленные определенным образом, действуют одновременно Такой способ называется «высокой концентрацией инструмента». Он свел всю токарную обработку лишь к четырем положениям детали: два на левом блоке, два на правом. Положений четыре, а параметров двадцать!
Переносит деталь с блока на блок, то-есть занимается самой неблагодарной «промежуточной» работой, гидравлический командоаппарат, подвластный реле времени. Без помощи рабочего бережно доставляет машина кольцо и к следующим автоматам — термическим машинам.

Наладчик И. Привезенцев у агрегата, собирающего конические роликовые подшипники.
Термические машины бросают стальное кольцо попеременно то в «жар», то в «холод». Они занимаются «физическим воспитанием» будущего подшипника, готовят подшипник к долгой и безупречной службе. Для этого требуется увеличить прочность металла, перестроить его атомную структуру, «кристаллическую решетку».
Начинается перестройка в нагревательной электропечи, где кольцо лежит около часа при температуре плюс 850 градусов. Тепло разрушает решетку, и затем, при небольшом охлаждении, происходит переход металла в новое физическое состояние.
Чтобы новое состояние сохранилось, после ванны в горячей воде с содой кольцо попадает в камеру, где термометр показывает 10 градусов ниже нуля. «Прозимовав» там 45 минут, кольцо снова возвращается в «южный» климат. В отпускной печи температура доходит до 150 градусов. Здесь снимаются все остаточные напряжения в металле, возникшие при быстрой смене тепла и холода, уменьшается его хрупкость, повышается вязкость. Металл становится «гуще», прочнее.
Закаленное кольцо опять-таки без помощи рук человеческих поступает к «ювелиру». Конечно, не найдешь ты в цехе человека, вооруженного лупами и другим деликатным инвентарем, этого тончайших дел мастера. Ювелиры нашего цеха — шлифовальные станки-автоматы. Абразивный камень в них с предельной точностью подчищает и пригоняет по чертежу контуры, вырезанные первоначально токарным резцом.
Когда-то мельчайшие отступления от заданных размеров обнаруживал сам работник. При молочном свете специальной лампы, невероятно напрягая зрение, производил он детальнейшие обмеры. Теперь на помощь человеку пришли особые электроконтактные приборы.
К следующим автоматам кольца приходят тщательно вымытыми и высушенными.
Рабочие относятся к этим автоматам с особенным уважением. Машины заслуживают того. Они внимательны и строги, у них зоркий глаз и хорошая память. Речь идет о контрольных автоматах, автоматах-«экзаминаторах».
…За стеклом выстроились одна за другой четыре контрольно-измерительные станции. Каждая станция проверяет на кольце точность отдельных параметров. Все станции проверяют все параметры. Но каким же образом это происходит? Ведь станция подержит у себя кольцо несколько секунд и «молча», никак не прореагировав, передает его следующей. Можешь не сомневаться: если брак обнаружен, станция этого не забудет.
Сделав все четыре остановки, измеренное «вдоль и поперек» кольцо притягивается к электромагниту, висящему над двумя лотками.
Это очень ответственный момент. Погляди, как внимательно смотрит сквозь стекло на магнит работник контрольно-сборочного участка. Висит кольцо над лотками, а тем временем определяется вся его дальнейшая судьба. В эти секунды решается, справился ли со своими задачами токарный станок, не ошибся ли «ювелир»-шлифовальщик, не напрасно ли возились с деталью моечные установки, сушилки, электропечи, холодильные камеры, сможет ли подшипник сослужить свою долгую и нужную службу.
Бывает, что магнит не держит кольцо, бросает его на лоток. Здесь уже гадать не приходится. Сигнал о найденном браке, поступивший от одной из четырех станций, запомнил специальный прибор — импульсонакопитель. Он-то и распорядился выбросить негодную деталь.
Но чаще всего, повисев на магните, деталь спокойно ложится на транспортер, везущий ее дальше, к сборочному автомату. Экзамен выдержан!
Сборочные автоматы, к которым транспортеры доставили кольца, различны для роликовых и для шариковых подшипников.
Машина — сборщик роликовых подшипников — напоминает круглый стол с четырьмя окнами. В каждом окне выполняется своя операция. По круглому желобу, расталкивая друг друга, стремятся на отведенные для них места блестящие ролики; прослойку-сепаратор, не дающую роликам рассыпаться, кладет механическая рука; ощупывают ролики — все ли на месте — щупальца, и, наконец, пресс опрессовывает собранный подшипник. А в автомате для шариковых подшипников машина самостоятельно подбирает шарики нужных размеров, равномерно распределяет их между кольцами, загибает усики сепараторов.
Недолго осталось путешествовать в цехе подшипнику.
Контрольные аппараты еще раз проверят, не допущен ли брак при сборке, антикоррозийные машины защитят подшипник от возможной ржавчины, а упаковочные станки завернут его в промасленную бумагу, положат в изящную коробочку и проставят сегодняшнее число — день рождения подшипника.
…Что же особенного, необычного в нашем цехе-автомате?
Проходя станок за станком, проползая по многочисленным лентам-транспортерам, деталь почти не касалась руки человека. Коварные «промежуточные» операции, так же как некогда тяжелые работы, оказались переданными машине. А заодно машину научили еще «думать», запоминать, быть внимательной.
Машина превратилась в еще более надежного, послушного сотрудника и друга. Может быть, в послушного и безразличного? Напротив, машина предъявила к нам очень высокие требования.