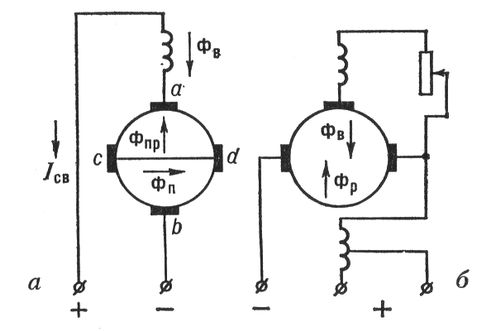
Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой.
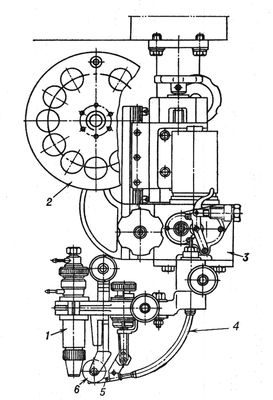
Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик.
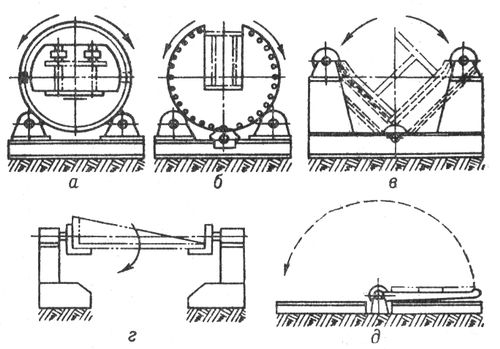
Рис. 7. Кантователи: а — роликовый; б — цевочный; в — цепной; г — цапфовый; д — рычажный.
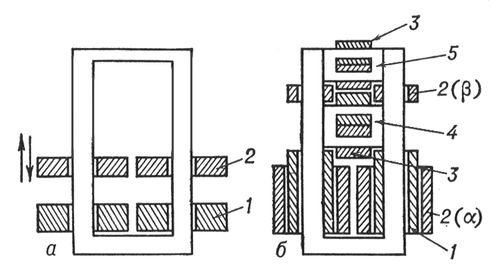
Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо.
«Сварочное производство»
«Сва'рочное произво'дство», ежемесячный межотраслевой научно-технический и производственный журнал, издаваемый Государственным комитетом Совета Министров СССР по науке и технике, министерством станкостроительной и инструментальной промышленности и Научно-техническим обществом машиностроительной промышленности. Основан в 1930 в Москве. До июня 1953 выходил под названием «Автогенное дело». С июля 1941 по июнь 1944 и с июля 1953 по декабрь 1954 не выпускался. Публикуются материалы по сварке, пайке, термической резке и металлизации, прочности сварных конструкций, оборудованию и др., освещается зарубежный опыт. С 1959 полностью переводится на английский язык и выходит в Великобритании. Тираж (1974) 22,5 тыс. экземпляров.
Сварочные материалы
Сва'рочные материа'лы, флюсы, электроды и защитные газы, применяемые при сварке для обеспечения заданного процесса и получения сварного соединения. К С. м. относятся сварочные флюсы, электроды и защитные газы.
Сварочные флюсы — неметаллические материалы, которые при различных способах сварки осуществляют разные функции: при дуговой сварке защищают дугу и сварочную ванну от воздействия окружающей среды, предупреждают разбрызгивание металла, осуществляют физико-химическую обработку металла сварочной ванны; при электрошлаковой сварке образуют электропроводный расплав с заданными технологическими свойствами, при газовой сварке очищают поверхность металла.
Для дуговой электросварки и электрошлакового переплава применяются гранулированные зернистые флюсы, для газовой сварки — флюсы в виде порошка или пасты. Различают зернистые флюсы плавленые, изготовленные сплавлением его составляющих, и неплавленые (называются также керамическими и агломерированными), изготовляемые перемешиванием порошкообразных материалов со связующим веществом. По составу плавленые флюсы — сплавы окислов и солей силикатов, неплавленые — смесь измельченных руд, минералов, ферросплавов, металлов и др. материалов, объединённая связующим веществом (обычно водный раствор жидкого стекла, реже — алюминат натрия и др.).
Сварочный электрод — изделие из электропроводного материала, служащее для подведения электрического тока к месту сварки. Различают плавящиеся и неплавящиеся электроды. К плавящимся электродам относятся сварочные проволоки, прутки, пластины и ленты сплошного сечения, порошковые проволоки и ленты, а также покрытые и комбинированные электроды (плавящиеся мундштуки). К неплавящимся электродам относятся электродные стержни и электроды для контактной электросварки. Плавящиеся электроды одновременно служат для введения присадочного металла при сварке плавлением. Применяя плавящиеся электроды соответствующего химического состава, можно изменять в желаемом направлении состав металла шва, легировать его нужными элементами, снижать содержание вредных примесей. В зависимости от назначения плавящиеся электроды могут быть изготовлены из стали, алюминия, титана, меди или др. металлов и сплавов. Покрытый электрод состоит из стержня и нанесённого на него покрытия (обмазки). Электродный стержень может быть изготовлен из сварочной проволоки или отлит. Для покрытия электрода используют смесь веществ, которые усиливают ионизацию атмосферы сварочной дуги, защищают от вредного воздействия среды и служат для металлургической обработки сварочной ванны. Порошковые проволоки и ленты состоят из металлической оболочки, заполненной порошкообразными веществами — газообразующими и шлакообразующими материалами, ферросплавами и металлами. Неплавящиеся электродные стержни изготовляют из вольфрама (чистого или содержащего ионизирующие добавки — окислы, например лантана или иттрия), а также из электротехнического угля и синтетического графита. Иногда используют угольные и графитовые электроды, которые имеют т. н. фитиль — канал, заполненный веществами, увеличивающими ионизацию атмосферы сварочной дуги. Электроды для контактной сварки являются сменной частью машин, осуществляют подвод электрического тока и передачу усилия к соединяемым частям изделия.
Защитные газы (инертные и активные) оказывают различное действие на металл сварочной ванны. Инертные газы (аргон, гелий и их смеси) создают в зоне сварки газовую защиту от внешней среды. Активные газы, кроме того, изменяют химический состав металла шва. В качестве активных защитных газов при сварке применяют углекислый газ, его смеси с кислородом и аргоном, смеси аргона с углекислым газом и кислородом.
Лит.: Технология электрической сварки металлов и сплавов плавлением, М., 1974.
В. В. Подгаецкий.
Сварочный трактор
Сва'рочный тра'ктор, переносный самоходный автомат для дуговой электросварки, который перемещается вдоль свариваемых кромок по поверхности изделия или по лёгкому переносному рельсовому пути. Головка трактора (рис.) имеет механизм подачи электродной проволоки, которая проходит через мундштук к месту сварки. Головка установлена на ходовой тележке, на которой расположены также катушка с проволокой и пульт управления. С. т. входит в состав поста для автоматической сварки, который имеет также источник питания сварочным током, аппаратуру контроля, приспособления для осуществления сварки.
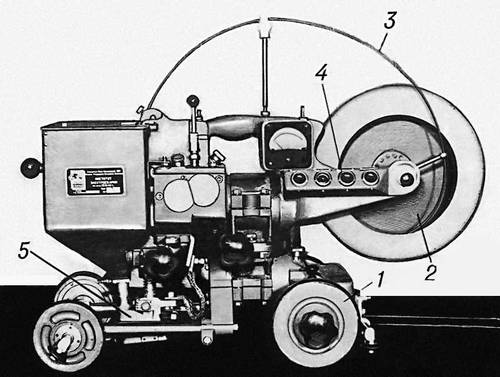
Сварочный трактор: 1 — ходовая тележка; 2 — катушка; 3 — электродная проволока; 4 — пульт управления; 5 — головка.