Образованию С. с. сопутствует термопластический процесс деформирования основного материала, который наиболее ярко выражен для стальных сварных соединений. Этот процесс обусловливает появление хрупкости на некоторых участках зоны термического влияния. Наиболее хрупким становится металл вследствие старения, протекающего в процессе деформирования металла при температурах 150—300 °С. На этих участках С. с. имеют ограниченную сопротивляемость хрупким разрушениям.
Образование С. с. сопровождается уменьшением размеров соединяемых элементов в продольном и поперечном направлениях, т. е. продольной и поперечной усадкой, что учитывается при проектировании и изготовлении изделий.
Принципы расчёта С. с. В СССР применяют два метода расчёта С. с. на прочность при статическом нагружении: по предельному состоянию (в строительных конструкциях) и по допускаемым напряжениям (в машиностроении). Для С. с. из сталей различной прочности расчётные сопротивления на растяжение Rpcв, сжатие Rccв, срез в стыковых швах Rcpcв, срез в угловых швах Ryсв, а также допускаемые напряжения на растяжение и сжатие [sсв] и срез [tсв] установлены отраслевыми правилами и нормами проектирования конструкций. Расчёт на усталость С. с. машиностроительных металлоконструкций выполняется согласно общепринятым методам расчёта на усталость деталей машин. Влияние низких температур на работоспособность соединения может быть учтено при проектировании и изготовлении С. с. выбором основных и сварочных материалов, конструктивных и технологических решений, методов контроля качества материалов и т. п. В расчётах С. с. на прочность при статической нагрузке влияние концентраторов напряжений и температуры для обычных углеродистых и низколегированных сталей не учитывают. В расчётах С. с. на усталостную прочность влияние концентраторов и остаточных напряжений учитывают при установлении допускаемых напряжений. С. с. пролётных строений мостов и стальных конструкций промышленных сооружений рассчитывают на выносливость по предельному состоянию.
Лит.: Николаев Г. А., Сварные конструкции, 3 изд., М., 1962; Окерблом Н. О., Конструктивно-технологическое проектирование сварных конструкций, М. — Л., 1964; Николаев Г. А., Куркин С. А., Винокуров В. А., Расчет, проектирование и изготовление сварных конструкций, М., 1971; Труфяков В. И., Усталость сварных соединений, К., 1973.
А. А. Казимиров.
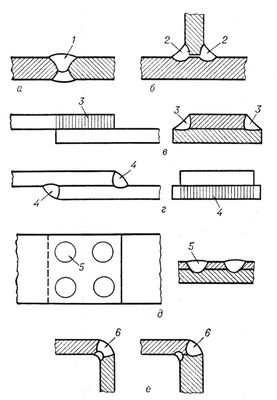
Рис. 1. Виды сварных соединений и типы швов при дуговой сварке: а — стыковое; б — тавровое; в, г, д — нахлёсточные; е — угловое; 1 — стыковой шов; 2 — угловой шов таврового соединения; 3 — фланговый угловой шов нахлёсточного соединения; 4 — лобовой угловой шов нахлёсточного соединения; 5 — электро-заклёпочный шов нахлёсточного соединения; 6 — шов углового соединения.
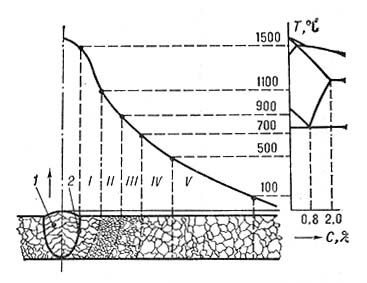
Рис. 5. Схемы зоны термического влияния: I — участок перегрева; II — участок перекристаллизации (нормализации); III — участок частичной перекристаллизации; IV — участок рекристаллизации; V — участок старения; 1 — металл шва; 2 — зона сплавления.
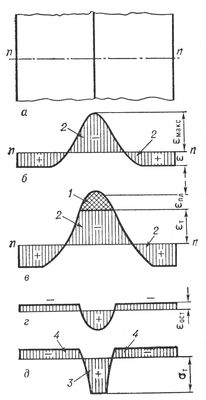
Рис. 6. Временные и остаточные продольные деформации и напряжения в стыковом соединении пластины из углеродистой стали: а — пластина; б — эпюра временных деформаций при Eмакс. < Eт; в — эпюра временных деформаций при Eмакс. > Eт; г — эпюра остаточных деформаций Eост; д — эпюра остаточных напряжений sт; 1 — зона пластических деформаций сжатия; 2 — зона упругих деформаций; 3 и 4 — растягивающие и сжимающие напряжения и деформаций.
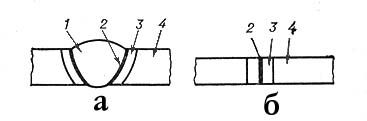
Рис. 4. Сварное соединение: 1 — сварной шов; 2 — зона сплавления (а) или соединения при сварке давлением (б); 3 — зона термического влияния; 4 — прилегающий основной материал.
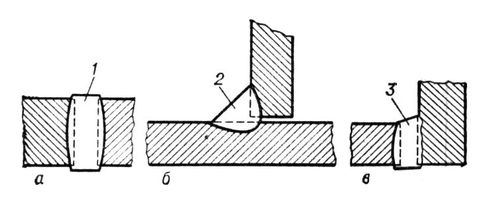
Рис. 2. Виды сварных соединений и типы швов при электрошлаковой сварке: а — стыковое; б — тавровое; в — угловое; 1 — стыковой шов; 2 — угловой шов; 3 — шов углового соединения.
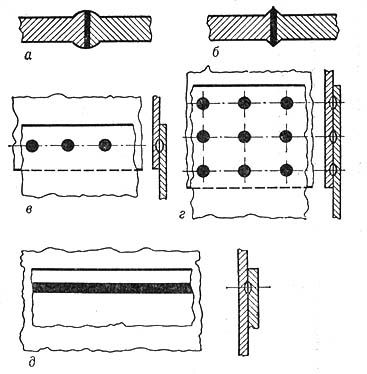
Рис. 3. Виды сварных соединений и типы швов при контактной сварке: а — стыковое при сварке сопротивлением; б — стыковое при сварке плавлением; в — нахлёсточное, выполненное однорядным точечным швом; г — нахлёсточное, выполненное многорядным точечным швом; д — нахлёсточное, выполненное однорядным роликовым швом.
Сварные конструкции
Сварны'е констру'кции, металлических конструкции зданий и сооружений, соединения элементов которых выполнены сваркой. В виде С. к. изготовляется примерно 95% современных стальных конструкций, среди которых особенно эффективны листовые конструкции. С. к. имеют ряд преимуществ перед клёпаными; основные из них — экономия металла (до 25%) в результате более полного использования сечения и меньшего веса соединительных элементов, меньшая стоимость (благодаря применению относительно недорогого оборудования), плотность (герметичность сварочных швов).
Сваровская забастовка 1870
Сва'ровская забасто'вка 1870, забастовка ткачей на фабрике немецкого капиталиста Либига в Сварове (Svárov, Северная Богемия, ныне город в Чешской Социалистической Республике) 18 февраля — 11 апреля. Явилась протестом против уменьшения администрацией зарплаты на 10%. Рабочие требовали также сокращения 12-часового рабочего дня. Руководили С. з. рабочие, члены местного социал-демократического кружка. Бастовавших поддержали ткачи на фабриках в Железни-Броде (также принадлежавших Либигу). 31 марта 3 тыс. рабочих, собравшихся перед фабрикой в Сварове, подверглись нападению войск и жандармов. Были раненые, 6 рабочих убито, организаторы С. з. арестованы. Расправа над участниками С. з. вызвала волну протеста в стране. Либигу пришлось принять все требования бастовавших.
Сварог
Сваро'г, в русской и западно-славянской мифологии один из главных богов (бог неба, огня небесного). Отец бога земного огня Сварожича.
Сварочная горелка
Сва'рочная горе'лка, часть сварочного аппарата, обеспечивающая при электросварке подвод электрического тока к электроду и защитного газа в зону горения сварочной дуги, или устройство, применяемое при газовой сварке для регулируемого смешения газов и создания направленного сварочного пламени. Передвижение С. г. вдоль свариваемых кромок осуществляется вручную (при ручной или полуавтоматической сварке) или может быть механизировано (при автоматической сварке). В С. г. для электросварки плавящимся электродом (рис. 1) имеется токоподводящий и направляющий мундштук со сменным наконечником, через который проталкивается электродная проволока. Через сопло подводится и направляется газовая струя, защищающая сварочную ванну и электрод от воздействия воздуха. В С. г., применяемой при сварке неплавящихся электродом (рис. 2), мундштук снабжен зажимной токоподводящей цангой. С. г. для газовой сварки подаёт горючие газы (например, ацетилен и кислород) к месту сварки. По двум каналам газы через регулировочные вентили поступают в смесительную камеру, в которой приготавливается горючая смесь, поступающая затем в мундштук. Различают горелки низкого давления со встроенным инжектором для подсоса горючего газа и горелки высокого давления, в которые горючий газ поступает из газовых генераторов или баллонов под давлением.