Ряд заводов (например, Кузнецкий металлургический) добился повышения производительности дуо-реверсивного Б. при сравнительно невысокой скорости прокатки (до 3—4 м/сек) за счёт максимально возможного увеличения обжатия в каждом проходе (до 100—150 мм). На других заводах (например, Магнитогорский металлургический, а также на заводах США, ФРГ и др.) повышают производительность увеличением скорости прокатки до 6—7 м/сек без существенного увеличения обжатия, составляющего 60—90 мм за проход.
В СССР созданы и установлены мощные, полностью автоматизированные Б. 1300 мм (рис. 2) с годовой производительностью до 6 млн. т слитков на Криворожском (1965) и Челябинском (1967) металлургических заводах. По уровню достигнутой производительности советские Б. занимают 1-е место в мире.
Система автоматического управления Б. состоит из отдельных автономных систем, каждая из которых управляет одним или группой механизмов и связана с вычислительной машиной. Последняя получает информацию о работе механизмов в процессе продвижения слитка вдоль линии Б. и корректирует параметры технологического процесса и режимы работы оборудования. Это позволяет увеличить производительность Б. за счёт более рационального ведения прокатки и обеспечивает лучшее качество металла; полнее используется оборудование Б.
Характеристика одноклетьевых двухвалковых реверсивных блюмингов
| Показатели | мм | |||
| 1300 | 1150 | 950 | 800 | |
| т | ||||
| для | 10—18 | 5—10 | 2,5—4 | 1—2,5 |
| для слябов | 10—18 | 12—20 | 4—6 | 3 |
| мм | 2800 | 2800 | 2350 | 2000 |
| квт | 2х6800 | 2х4000 | 4500 | 3000 |
| квт | 17000 | 14000 | 9000 | 5100 |
| об/мин | 0—60—90 | 0—50—120 | 0—50—120 | 0—60—140 |
| т/ч. | 700 | 480 | 200 | 120 |
| млн. т/год | 5,5—6 | 3,5—4 | 1,2 | 0,7 |
| т | 5400 | около 5000 | около 4000 | около 2700 |
Узким участком Б. являлась подача нагретых слитков из колодцев на приёмный рольганг. В СССР разработана кольцевая слиткоподача, полностью удовлетворяющая любую производительность Б. В СССР получила распространение отливка заготовок на установках непрерывной разливки стали, что во многих случаях (особенно при большом объёме производства) оказывается целесообразнее и экономичнее, чем использование Б. Этот способ имеет ряд преимуществ (по сравнению с Б.), позволяющих снизить себестоимость проката на 7—10%. Работа нескольких промышленных установок непрерывной разливки показала, что этот метод более экономичен, чем разливка металла в изложницы с последующей прокаткой слитков на Б. Перспективно совмещение непрерывной разливки с последующей прокаткой литых заготовок (блюмов).
Лит.: Целиков А. И., Смирнов В. В., Прокатные станы, М., 1958; Прокатное производство, М., 1960; 3арощинский М. Л., Технологические основы проектирования прокатных станов, М., 1962; Королев А. А., Механическое оборудование прокатных цехов, 2 изд [М.], 1965.
П. И. Полухин.
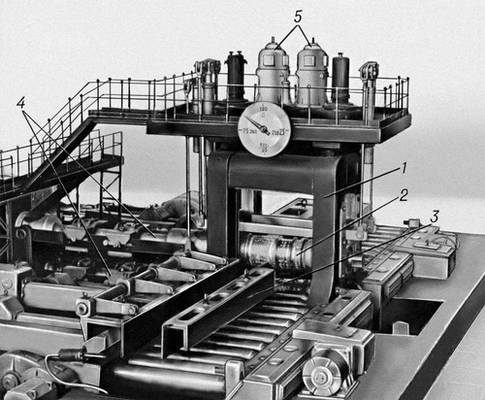
Рис. 1. Макет блюминга: 1 — рабочая клеть; 2 — верхний валок; 3 — манипулятор; 4 — универсальные шпиндели; 5 — главные электродвигатели.

Рис. 2. Блюминг 1300 мм Криворожского металлургического завода.
Блюминг-слябинг
Блю'минг-сля'бинг, прокатный стан для обжатия тяжёлых слитков металла в плоские заготовки — слябы, прокатываемые в дальнейшем на лист (см. Прокатный стан), а также в квадратные заготовки — блюмы. По сравнению с блюмингом у Б.-с. в связи с прокаткой слябов большой ширины увеличены высота подъёма верхнего валка (до 2130 мм), длина рабочей части валка (до 2800—3100 мм), установлены кантовальные аппараты с обеих сторон стана и более мощные ножницы [усилие резания до 30 Мн (3000 тс)], которые оборудуются электрическим приводом (вместо гидравлического). На Б.-с. прокатывают слитки массой до 30 т в слябы шириной до 2050 мм и толщиной до 950 мм, а также слитки массой 10—12 т — в блюмы.
По производительности, качественным и технико-экономическим показателям Б.-с. уступают слябингам, в связи с чем использование их может быть целесообразно лишь в тех случаях, когда на заводе производится сортовая и листовая продукция, а объём листового производства невелик.
Лит.: Зарощинский М. Л., Технологические основы проектирования прокатных станов, М., 1962.
П. И. Полухин.
Блюнчли Иоганн Каспар
Блю'нчли (Bluntschli) Иоганн Каспар (1808—1881), швейцарский юрист, специалист по государственному и международному праву и по истории права. Представитель органической школы права. Основная работа — «Современное международное право цивилизованных народов». (1868, рус. пер. 1876).
Блюхер Василий Константинович
Блю'хер Василий Константинович [19.11(1.12).1890 — 9.11.1938], советский военный и партийный деятель, Маршал Советского Союза (1935). Член КПСС с 1916. Родился в деревне Барщинка Ярославской губернии в крестьянской семье, работал слесарем в Петрограде и под Москвой. В 1910—13 отбывал тюремное заключение за призыв к забастовке. Участвовал в 1-й мировой войне рядовым, затем младшим унтер-офицером, был награжден 2 георгиевскими крестами и медалью. В январе 1915 тяжело ранен и уволен из армии. Работал слесарем в Сормове и Казани. После Февральской революции 1917 по решению Самарской партийной организации вступил добровольцем в 102-й запасный полк в Самаре для революционной работы среди солдат. Был избран товарищем председателя полкового комитета, член Самарского совета солдатских депутатов. В ноябре 1917 член Самарского ВРК, участвовал в установлении Советской власти. В конце ноября направлен комиссаром красногвардейского отряда в Челябинск, где был избран председателем ревкома, а в марте 1918 председателем Совета; участвовал в борьбе с дутовщиной. После мятежа Чехословацкого корпуса возглавил окруженные в районе Оренбурга советские войска и совершил с ними героический 1500-километровый рейд по Уралу, выйдя в сентябре 1918 на соединение с 3-й Красной армией (см. Уральской армии поход 1918). 28 сентября 1918 был первым награжден орденом Красного Знамени (всего Б. был награжден: орденом Ленина, 5 орденами Красного Знамени и первым орденом Красной Звезды). В должностях начальника 30-й и 51-й стрелковых дивизий и помощника командующего 3-й армией участвовал в боях против войск Колчака вплоть до его разгрома. В августе — ноябре 1920, командуя 51-й стрелковой дивизией, участвовал в героической обороне Каховского плацдарма и штурме Перекопа. В 1921— 1922 военный министр, главком и член Военного совета Народно-революционной армии Дальневосточной народной республики, руководил реорганизацией армии и разгромом белогвардейцев под Волочаевкой. В 1924—27 был главным военным советником при китайском революционном правительстве в Гуанчжоу (Кантоне), участвовал в проведении Великого Северного похода. В 1929—38 командовал Особой Краснознамённой дальневосточной армией, руководил разгромом войск китайских милитаристов во время советско-китайского конфликта 1929 и созданием мощной обороны на Дальнем Востоке. Активно участвовал в общественной жизни и развитии экономики края.