Александр Марьянко
Заточка и доводка ножей
ВНИМАНИЕ! Заточка ножей и другого режущего инструмента это работа, требующая внимания и аккуратности. Можете считать, что нож во время точки вас ненавидит и не упустит своего шанса поквитаться.
Проблеме восстановления утраченной остроты инструмента лет не меньше, чем самому инструменту. Еще наши пращуры аккуратно отбивали тонкие пластинки с каменных ножей чтобы вернуть им остроту. Некоторые исследователи считают, что не слишком хорошее состояние зубов древних людей, ушедших из жизни довольно рано, объясняется не только отсутствием стоматологов, но и тем что зубами активно пользовались для «чистовой» доводки каменных орудий труда.
Со временем профессия точильщика и полировальщика выделилась в отдельную специализацию: гильдии полировальщиков оружия известны в Европе и Японии. С падением роли холодного оружия и переселением человека в города навык начал стремительно утрачиваться. Если в XIX и первой половине ХХ века городские точильщики, оглашающие окрестные кварталы криками "Точу ножи, ножницы" были явлением распространенным, то сегодня этот вид почти вымер, а ножи населению предлагается точить в местных мастерских металлоремонта. К сожалению, даже среди работников этих славных заведений правильно заточить Ваш нож сможет далеко не всякий. Регулярно носить ножи на заточку и платить за это хлопотно и накладно. Для тех, кто считает что уметь точить ножи не лишние и предназначена эта статья.
Нож — это длинный и тонкий клин, который раздвигает слои разрезаемого материала тем легче, чем меньший угол рабочей грани (то есть угол заточки) он имеет.
Воздействуя на рукоять ножа, мы сосредотачиваем усилие на небольшой по размеру площади его лезвие. Чем эта площадь меньше тем давление больше и наоборот: чем «толще» режущая кромка (РК) тем большее усилие мы должны приложить. В месте соприкосновения РК с материалом развивается высокое удельное давление: силы и их моменты, прилагаемые рукой, сами по себе невелики, но в расчете на мизерную площадь режущей кромки приобретают значительные величины. Это диктует особые прочностные требования к материалу ножа: РК испытывает огромные нагрузки и деформации, особенно если разрезаемый материал не мягкие продукты питания животного происхождения (мясная вырезка или рыбное филе), а твердые сорта древесины или бумага. Да, не удивляйтесь, — бумага, при кажущейся мягкости имеет в своем составе абразивные составляющие, которые способны достаточно быстро затупить нож.
Именно это объясняет разнообразие используемых в производстве клинков материалов и разные величины углов заточки. Очевидно, что если для аккуратной резки мягких неабразивных материалов можно взять относительно мягкую и прочную сталь с невысоким содержанием углерода (от 0.3 % до 0.5 %) и малым углом заточки, то для работы с твердыми объектами (например, при рубке древесины) берут высокоуглеродистый твердый и более хрупкий материал с С 0.8 % и большим углом заточки, обеспечивающим и большую механическую прочность РК.
Упрощенно можно отметить, что высокоуглеродистые стали имеют лучшую стойкость РК (т. е. лучше сопротивляются износу и затуплению), одновременно имея меньшую прочность и ударную вязкость. Это диктует необходимость применения достаточно больших углов заточки или определенной аккуратности в обращении — в противном случае материал РК может выкрашиваться кусками.
Мягкие низкоуглеродистые стали, наоборот, хуже «держат» заточку но имея лучшие прочностные показатели позволяют задавать меньший спуск. Даже в случае повреждения материал не выкрашивается кусками, а деформируется, причем его легко «подправить» на место. Из этого правила есть исключения, но на них мы остановимся ниже. На самом деле задание определенного соотношения толщины спуска, угла режущей кромки, структуры стали и общих габаритов клинка это достаточно комплексный параметр, требующий определенных знаний и опыта.
Вернемся к механизму реза. Он характеризуется двумя показателями: ход и подача. При резе вы тянете нож на себя или, реже, толкаете от себя- это ход. Одновременно вы слегка давите на него сверху — это подача. Когда вы рубите — это чистая подача, в ходе которой вы внедряете клин в твердое разрубаемое тело перпендикулярно его поверхности. Подача наиболее «энергоемка» в плане затрачиваемых усилий. Это обязательная составляющая реза: даже когда острый нож как бы проваливается через мягкий материал при «тянущем» движении в сторону подача имеет место по причине веса клинка. Ход более эффективен при резке мягких продуктов — поэтому профессиональный инструмент поваров и раздельщиков имеет длинный клинок, что обеспечивает и больший ход. Он требует меньше энергии, т. е. «ресурсосберегающий», что немаловажно если приходится работать ножом несколько часов подряд.
Эффективное сочетание хода и подачи реализовано на пиле за счет специфической ориентации участков РК — зубцов. Зубчатые (пильчатые) лезвия, или как их сегодня именуют «серрейтор» позволяют резать (точнее — пилить) даже твердые материалы, а также в разы дольше сохранять режущую способность по мягким веществам за счет того, что такой рез по механизму намного ближе к «микрорубке». Для резки таким клинком необходимо развивать большее усилие, чем при чистом резе, но меньшее чем при рубке.
Уменьшить «вредные» последствия зуба, такие как увеличение прикладываемого усилия и появление неровной линия среза, позволяет его миниатюризация. Но тут возникает дилемма. Мелким зубом резать не в пример легче и удобнее, чем крупным, наглядный пример чего порезы, нанесенные зубчиками травы или краем бумажного листа. Но такой зуб недолговечен и быстрее заполировывается. Выход был найден еще в Древней Индии: на булатных клинках «микрозуб» создавался за счет выделения на сравнительно мягкой режущей кромке локальных участков цементита высокой твердости. Это позволяло иметь прочный и гибкий клинок в сочетании с высокой режущей способностью. Сегодня сходный метод реализован на некоторых видах высокоуглеродистых коррозионостойких сталей и ряде сплавов титана и кобальта (Стеллит, Талонит), где роль микрозубов" выполняют твердые карбиды, расположенные в вязкой матрице материала клинка. Для повышения режущей способности их даже рекомендуют оставлять недоведенными на мелком абразиве, чтобы не заполировывать крупные микрозубья-карбиды.
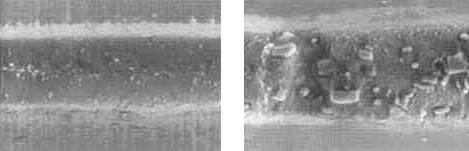
Режущая кромка из стали 440А (слева) и 440C (справа) — увеличено в 1400 раз. На 440C четко видны мощные карбиды, выполняющие роль "микропилы".
Легенда рассказывает как король Ричард Львиное Сердце соревновался во владении клинком с султаном Саладином (Салах ад-Дином): король разрубил своим прямым стальным мечом стопку лежащих на земле щитов, а султан — подброшенный в воздух шелковый платок булатной саблей. Как видим, эта легенда содержит и определенную идею: Ричард демонстрировал технику рубки толстым и прочным лезвием, а также свои атлетические способности, в то время как Саладин — технологические хитрости при изготовлении легкого клинка и технику владения им: небольшой вес платка требовал хороших навыков в выборе правильного режима реза (ход — подача).
Впрочем, достаточно о легендах и экзотичных материалах. Вернемся к вопросу — как заставить нож резать.
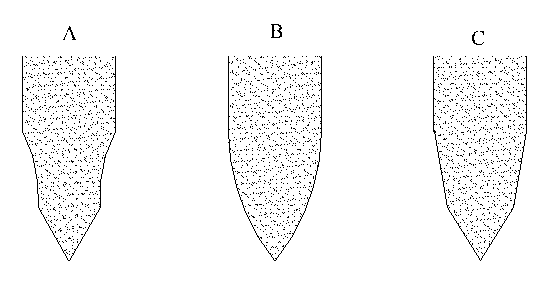
Типы спусков: А — клин с подводом, В — «линзовидный», С — двойной клин.
Как мы уже выяснили, нож представляет собой длинный клин. Сложилась следующая традиция в названии частей: острая режущая грань именуется лезвием или режущей кромкой; угол между двумя плоскостями, ее образующие — угол заточки; противоположная ему плоскость — обух. Если профиль клинка идеальный клин, то угол заточки совпадает с углом спуска (или, как еще именуют сужающиеся боковые стороны клинка, фухтелем или дольем). Такой профиль был популярен на японских мечах и скандинавских ножах, однако сегодня чаще встречается т. н. двойной клин: угол заточки больше, чем угол спуска. Этот профиль позволяет иметь более прочную и «толстую» РК при небольшой величине обуха и толщине клинка.